Самостоятельная регулировка клапанов на популярных моделях тракторов мтз беларус
Содержание:
- Проблемы при оплате банковскими картами
- Порядок затяжки ГБЦ и усилие затяжки
- Регулировка на различных моделях двигателей
- Наладка плуга
- Подготовка стягиваемой поверхности блока и головки
- Как затянуть болты ГБЦ без динамометрического ключа
- Регулировка затяжки
- Усилие затяжки болтов головки блока цилиндров
- Регулировка на различных моделях двигателей
- Проверка и регулировка установочного угла опережения впрыска топлива на дизеле
- Особенности регулировки клапанов трактора МТЗ-80
Проблемы при оплате банковскими картами
Иногда при оплате банковскими картами Visa / MasterCard могут возникать трудности. Самые распространенные из них:
- На карте стоит ограничение на оплату покупок в интернет
- Пластиковая карта не предназначена для совершения платежей в интернет.
- Пластиковая карта не активирована для совершения платежей в интернет.
- Недостаточно средств на пластиковой карте.
Для того что бы решить эти проблемы необходимо позвонить или написать в техническую поддержку банка в котором Вы обслуживаетесь. Специалисты банка помогут их решить и совершить оплату.
Вот, в принципе, и все. Весь процесс оплаты книги в формате PDF по ремонту автомобиля на нашем сайте занимает 1-2 минуты.
Если у Вас остались какие-либо вопросы, вы можете их задать, воспользовавшись формой обратной связи, или написать нам письмо на info@krutilvertel.com.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.

Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
Регулировка на различных моделях двигателей
Минский завод выпускает несколько модификаций дизельных двигателей, основанных на конструкции мотора Д-240. Агрегаты отличаются конфигурацией блока, рабочим объемом и установкой турбокомпрессора, что привело к росту мощности и изменению нормативных расстояний между подвижными частями в клапанных механизмах.
Двигатель Д-245 трактора МТЗ-82, МТЗ-892
После демонтажа верхней крышки и выведения поршня в 1 цилиндре до ВМТ (до момента начала перекрытия клапанов) требуется отрегулировать клапаны, расположенные на позициях 4, 6, 7 и 8 (отсчет от передней крышки мотора). Документация устанавливает расстояние между стержнем и бойком 0,25 мм для впускного канала и 0,45 для выпускного. Настройка осуществляется на холодном дизеле (допускается прогрев до 60°).
Порядок настройки:
Регулировка двигателей.
- Отпустить затяжку гайки коромысла обслуживаемого клапана и вращением винта отверткой добиться требуемого расстояния.
- Закрутить гаечным ключом контргайку регулировочного винта и проверить параметры щупом. Убедиться в нормативном значении вращением штанги, при неравномерном износе головки цилиндрического элемента возможно изменение расстояния между бойком и стержнем клапана. Поврежденная или изношенная штанга подлежит замене.
- По аналогии отрегулировать зазоры в оставшихся клапанах.
- Провернуть вал на полный оборот (до момента достижения ВМТ в последнем цилиндре), а затем скорректировать расстояние в механизме до требуемого значения для клапанов 1, 2, 3 и 5.
- Смонтировать на штатные места снятые элементы и проверить работу силового агрегата.
Двигатель Д-260 трактора МТЗ-1221, МТЗ-1523
Завод-изготовитель предписывает проводить настройку клапанного механизма при проведении технического обслуживания, соответствующего отработке 500 часов. Перед началом регулировки рекомендуется проверить затяжку болтов, крепящих головку. Допускается настраивать мотор, прогретый до температуры 60°С.
Для регулировки 6-цилиндрового рядного дизеля требуется снять крышку клапанов, а затем установить поршень первого цилиндра в крайнее верхнее положение (по аналогии с моторами Д-240 и 245), а затем выставить зазор в клапанах, расположенных на позициях 3, 5, 7, 10, 11 и 12 (отсчет ведется от радиатора силовой установки). Нормативным считается расстояние 0,25 мм на впуске и 0,45 мм на выпуске. Для определения ВМТ возможно использовать момент совмещения штифта, установленного на крышке привода механизма газораспределения, с меткой на демпфере шкива.
При отклонении значения требуется провести корректировку в следующей последовательности:
- Перед началом корректировки рекомендуется проконтролировать затяжку крепления стоек валика с коромыслами.
- Отвернуть фиксирующую гайку на коромысле регулируемого клапана, а затем выполнить настройку зазора путем вращения винта.
- Затянуть гайку и провести первичную проверку щупом.
- Убедиться в стабильности расстояния между бойком и плоскостью стержня клапана путем вращения приводной штанги вокруг оси.
После настройки размеров в 6 клапанах требуется провернуть коленчатый вал на 1 оборот. Для проверки положения используется шестой цилиндр, в котором должно быть перекрытие клапанов впуска и выпуска, соответствующее ВМТ. Очередность действий при настройке аналогична изложенному выше алгоритму. Допускается корректировка параметра в соответствии с порядком вспышек в камерах сгорания (1-5-3-6-2-4) с выставлением поршней в верхнюю точку согласно рабочей последовательности. Для перехода между цилиндрами вал поворачивается на 1/3 оборота.
Наладка плуга
От правильной наладки пахотного агрегата зависит производительность, качество вспашки и последующих операций по обработке почвы, расход ГСМ и как следствие себестоимость произведённой продукции. Перед началом регулировки проверяется целостность конструкции исправность и размещение всех рабочих органов.
Настройка навески
Перед присоединением плуга к трактору левый раскос навесного устройства устанавливают, так чтобы его длина от центра оси крепления верхнего шарнира до центра оси нижнего была 515 мм, длина правого раскоса предварительно устанавливается меньше на половину глубины предполагаемой обработки почвы.
Успешная быстрая наладка агрегата также зависит от технического состояния навески трактора: степени износа шарнирных соединений, поворотного вала, рычагов и кронштейнов. При регулировке приходится отклоняться от стандартных параметров, установки длинны раскосов, учитывая увеличенные люфты в сочленениях конструкции.
Установка глубины обработки и ширины захвата
После присоединения к трактору затягивают стяжки раскосов навески до небольшого провисания с обеспечением люфта на шарнирах планок крепления к плугу до 20 мм. Затем на ровной площадке производят регулировку положения оборудования с учётом глубины обрабатывания почвы. Под левые колёса трактора и под регулируемое опорное колесо плуга подкладывают подкладки равные глубине вспашки за минусом 15-20 мм компенсируемых прогрузание грунта. Изменяя длину верхней центральной тяги навески, добиваются параллельного положения плуга в продольной плоскости, относительно площадки, и регулировкой правого раскоса навески параллельное положение в поперечной плоскости. Лемеха корпусов должны равномерно прикасаться к поверхности площадки.
От установки первого корпуса зависит производительность и качество обработки. Нормальную ширину захвата переднего корпуса регулируют поперечным смещением рамы плуга по балке его подвески, с изменением длинны стяжек навески, и расстановкой колёс трактора.
При правильном расположении плуга воображаемая линия силы сопротивления должна совпадать с осевой линией трактора. Это обеспечит устойчивость хода в борозде. Свидетельством неправильного выбранного положения плуга будет постоянное затягивание машины в сторону от борозды, вынуждающее водителя постоянно корректировать ход трактора.
Положение плуга относительно колеи устанавливают таким образом, чтобы линия от точки верхнего края пятки лемеха переднего корпуса совпала с внутренней линией следа правого заднего колеса трактора. Для устойчивого баланса агрегата колея должна быть 1500 мм. Колёса на оси устанавливают несимметрично, смещая левое на 700 мм, а правое колесо на 800 мм от оси.
Доналадка в поле
Последующая наладка пахотного агрегата производится непосредственно в поле. После прохождения первой борозды задний корпус должен давать обработку на заданной глубине, а передний половину глубины. Это связано с отсутствием борозды. На последующих проходах вспашки в борозде производят окончательную регулировку агрегата.
- При сильном заглублении переднего корпуса — уменьшают длину правого раскоса.
- Если чрезмерно заглублён задний корпус плуга — укорачивают центральную тягу навески.
Хорошая вспашка определяется равномерным рыхлением без ложбин и горбов с устойчивой глубиной обработки, хорошим оборотом пласта и заделкой пожнивных остатков без невозделанных прогалин почвы.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии
При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Установка прокладки и гбц на блок.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Как затянуть болты ГБЦ без динамометрического ключа
Цена на профессиональный инструмент, приемлемой точности доходит до 200$, что не по карману простому обывателю. Однако физика дает пользователям право на самостоятельное изготовление «подобия» данного инструмента за умеренную плату.Для этого понадобится:
- стандартный ключ;
- рычаг (труба или другой предмет);
- рулетка или линейка;
- стандартные весы (кантер).
Чтобы затянуть болты без динамометрического ключа, необходимо вспомнить немного физики. Момент затяжки является приложенным усилием к метровому рычагу (кгс.м). Следовательно, требуется замерить длину ключа и разделить 1 на получившееся число. Далее результат умножается на момент затяжки и ответом будет необходимый показатель на весах.
- гайка с требуемым усилием 3 кгс*м;
- рожковый ключ длиной 25 см;
- весы с показателем до 20 кг.
Итого:
- 1/0,25=4;
- 4*3 = 12.
Таким образом, если к ключу присоединить весы, тянуть за крючок требуется с силой 12 кг. Если необходимо закрутить болт с маркировкой в Ньютонах, при помощи стандартного соотношения вычисляется усилие и здесь.
Регулировка затяжки
Итак, если решили заняться затяжкой винтов ГБЦ и регулировкой момента, то нужно соблюдать определенный порядок и последовательность. Болты крепления ГБЦ не должны быть слишком затянуты или не дотянуты. Усилие нужно прикладывать, но не увлекаться. Если не имеете опыта, то за помощью лучше обратиться к профессионалам.
Инструменты
Динамометрический ключ, необходимый для затягивания элементов ДВС Несмотря на то что этот процесс ремонтных работ требует особенного индивидуального подхода, подготовка к нему проходит быстро. Все потому что для этого не надо подготавливать целый набор инструментов. Если решили заняться этим самостоятельно, то понадобится приготовить только динамометрический ключ.
В хозяйстве такой ключ вряд ли получится найти, придется его приобретать в магазине. Сегодня средняя стоимость такого инструмента составляет около 800 рублей (250 гривен). Это более дешевый вариант. Можно приобрести и профессиональный ключ, его стоимость составляет около 1 500 рублей (500 гривен) и больше.
Схема затяжки
Так выглядят штифты головки двигателя Рассмотрим схему процесса. Сразу же отметим, процедура затяжки осуществляется в несколько этапов, каждый имеет определенные шаги. При первом этапе порядок действий такой:
- Если не знаете, какой должен быть порядок затяжки, то все элементы необходимо закрепить моментом 3,5 — 4,1 кгс*м;
- На следующем этапе эти элементы нужно закрепить, чтобы момент составлял 10,5 — 11,5 кгс*м;
- Последний, одиннадцатый болт нужно закрутить моментом 3,5 — 4,0 кгс*м.
Что касается второго этапа работ, то он осуществляется в несколько шагов:
- Сначала нужно соблюдать момент обтяжки, он должен составлять 2,0 кгс*м;
- После этого элементы ГБЦ необходимо провернуть на 90 градусов;
- Затем следует еще раз довернуть их на 90 градусов.
Этапы
Номерами отмечены винты под демонтированной крышкой блока, которые надо затянуть Рассмотрим поэтапную инструкцию по затягиванию болтов. Как сказано выше, она будет индивидуальна для каждого транспортного средства. Поэтому, если хотите заняться этим делом самостоятельно, то вам в любом случае необходима сервисная книжка к своему авто. В частности, вам потребуется:
- ознакомиться с процессом и схемой затягивания винтов ГБЦ в своей машине;
- также необходимо знать время силы для затягивания винтов ГБЦ;
- ознакомиться со штифтами, которые используются для затягивания, возможно, они имеют специфическую форму или другие нюансы, которые следует учесть.
Процесс затягивания штифтов головки при помощи динамометрического ключа Как сказано выше, процедура по затягиванию штифтов ГБЦ происходит в несколько этапов. Рассмотрим этот процесс на примере автомобиля ВАЗ 2109:
- Все регулировочные штифты следует затянуть таким образом, чтобы момент был равен 2,0 кгс*м.
- Затем эти же винты нужно закрепить. Для этого момент должен быть равен примерно 8 кгс*м.
- Все винты следует провернуть, но не более, чем на 90 градусов.
- Затем нужно довернуть штифты не более, чем на 90 градусов.
Усилие затяжки болтов головки блока цилиндров
Важным фактором является чистота выполнения операции. Перед ремонтом требуется уточнить на сколько закручиваний рассчитаны болты в конкретной модели двигателя. Некоторые автопроизводители делают элементы одноразовыми. Такое положение аргументируется риском повторного использования – болты могут попросту не выдержать второго приложения нагрузки.
Далее требуется перед установкой в обязательном порядке удалить из резьбовых каналов и самих винтов все загрязнения, смазку или пылевые остатки. В противном случае мусор может забить дно колодца, что не даст закрутить деталь полностью.
Регулировка на различных моделях двигателей
Минский завод выпускает несколько модификаций дизельных двигателей, основанных на конструкции мотора Д-240. Агрегаты отличаются конфигурацией блока, рабочим объемом и установкой турбокомпрессора, что привело к росту мощности и изменению нормативных расстояний между подвижными частями в клапанных механизмах.
Двигатель Д-245 трактора МТЗ-82, МТЗ-892
После демонтажа верхней крышки и выведения поршня в 1 цилиндре до ВМТ (до момента начала перекрытия клапанов) требуется отрегулировать клапаны, расположенные на позициях 4, 6, 7 и 8 (отсчет от передней крышки мотора). Документация устанавливает расстояние между стержнем и бойком 0,25 мм для впускного канала и 0,45 для выпускного. Настройка осуществляется на холодном дизеле (допускается прогрев до 60°).
- Отпустить затяжку гайки коромысла обслуживаемого клапана и вращением винта отверткой добиться требуемого расстояния.
- Закрутить гаечным ключом контргайку регулировочного винта и проверить параметры щупом. Убедиться в нормативном значении вращением штанги, при неравномерном износе головки цилиндрического элемента возможно изменение расстояния между бойком и стержнем клапана. Поврежденная или изношенная штанга подлежит замене.
- По аналогии отрегулировать зазоры в оставшихся клапанах.
- Провернуть вал на полный оборот (до момента достижения ВМТ в последнем цилиндре), а затем скорректировать расстояние в механизме до требуемого значения для клапанов 1, 2, 3 и 5.
- Смонтировать на штатные места снятые элементы и проверить работу силового агрегата.
Читать дальше: Как включить автозапуск на сигнализации magicar
Двигатель Д-260 трактора МТЗ-1221, МТЗ-1523
Завод-изготовитель предписывает проводить настройку клапанного механизма при проведении технического обслуживания, соответствующего отработке 500 часов. Перед началом регулировки рекомендуется проверить затяжку болтов, крепящих головку. Допускается настраивать мотор, прогретый до температуры 60°С.
Для регулировки 6-цилиндрового рядного дизеля требуется снять крышку клапанов, а затем установить поршень первого цилиндра в крайнее верхнее положение (по аналогии с моторами Д-240 и 245), а затем выставить зазор в клапанах, расположенных на позициях 3, 5, 7, 10, 11 и 12 (отсчет ведется от радиатора силовой установки). Нормативным считается расстояние 0,25 мм на впуске и 0,45 мм на выпуске. Для определения ВМТ возможно использовать момент совмещения штифта, установленного на крышке привода механизма газораспределения, с меткой на демпфере шкива.
При отклонении значения требуется провести корректировку в следующей последовательности:
- Перед началом корректировки рекомендуется проконтролировать затяжку крепления стоек валика с коромыслами.
- Отвернуть фиксирующую гайку на коромысле регулируемого клапана, а затем выполнить настройку зазора путем вращения винта.
- Затянуть гайку и провести первичную проверку щупом.
- Убедиться в стабильности расстояния между бойком и плоскостью стержня клапана путем вращения приводной штанги вокруг оси.
После настройки размеров в 6 клапанах требуется провернуть коленчатый вал на 1 оборот. Для проверки положения используется шестой цилиндр, в котором должно быть перекрытие клапанов впуска и выпуска, соответствующее ВМТ. Очередность действий при настройке аналогична изложенному выше алгоритму. Допускается корректировка параметра в соответствии с порядком вспышек в камерах сгорания (1-5-3-6-2-4) с выставлением поршней в верхнюю точку согласно рабочей последовательности. Для перехода между цилиндрами вал поворачивается на 1/3 оборота.
Проверка и регулировка клапанов тракторной техники (машины) — это профилактические работы, которые необходимо проводить через каждые 480 отработанных моточасов, а также после проведения работ по капитальному ремонту силового агрегата.
Проверка и регулировка установочного угла опережения впрыска топлива на дизеле
Техобслуживание » Проверка и регулировка установочного угла опережения впрыска топлива на дизеле При затрудненном пуске дизеля, дымном выпуске, а также при замене, установке топливного насоса после проверки на стенде через каждые 120 тыс. км пробега или ремонте дизеля обязательно проверьте установочный угол опережения впрыска топлива на дизеле.
Значения установочного угла опережения впрыска топлива приведены в таблице 13. Таблица 13
| Топливный насос высокого давления | Дизель | |
| Д-245.7Е2 | Д-245.9Е2 | Д-245.30Е2 |
| Установочный угол опережения впрыска топлива, градусов поворота коленчатого вала | ||
| 773.1111005-20.05 | 2,5±0,5 | |
| 773.1111005-20.06 | 3,0±0,5 | |
| 773.1111005-20.07 | 4,0±0,5 |
Рисунок 24. Эскиз контрольного приспособления
- нажимная гайка
- трубка высокого давления
Проверку установочного угла опережения впрыска топлива с топливными насосами, 773 (ОАО «ЯЗДА») производите в следующей последовательности:
- установите поршень первого цилиндра на такте сжатия за 40–50° до ВМТ;
- установите рычаг управления регулятором в положение, соответствующее максимальной подаче топлива;
- отсоедините трубку высокого давления от штуцера первой секции насоса и вместо неё подсоедините контрольное приспособление, представляющее собой отрезок трубки высокого давления длиной 100…120 мм с нажимной гайкой на одном конце и вторым концом, отогнутым в сторону на 150…170° в соответствии с рисунком 24;
- заполните топливный насос топливом, удалите воздух из системы низкого давления и создайте избыточное давление насосом ручной прокачки до появления сплошной струи топлива из трубки контрольного приспособления;
- медленно вращая коленчатый вал дизеля по часовой стрелке и поддерживая избыточное давление в головке насоса (прокачивающим насосом), следите за истечением топлива из контрольного приспособления. В момент прекращения истечения топлива (допускается каплепадение до 1 капли за 10 секунд) вращение коленчатого вала прекратить;
- выверните в соответствии с рисунком 25 фиксатор из резьбового отверстия заднего листа и вставьте его обратной стороной в то же отверстие до упора в маховик, при этом фиксатор должен совпадать с отверстием в маховике (это значит, что поршень первого цилиндра установлен в положение, соответствующее установочному углу опережения впрыска топлива, указанному в таблице 13).
Рисунок 25. Установка фиксатора в отверстие заднего листа и маховика
При несовпадении фиксатора с отверстием в маховике произведите регулировку, для чего проделайте следующее:
- снимите в соответствии с рисунком 26 крышку люка;
- совместите фиксатор с отверстием в маховике, поворачивая в ту или другую сторону коленчатый вал;
- отпустите на 1…1,5 оборота гайки крепления шестерни привода топливного насоса;
- при помощи ключа поверните за гайку валик топливного насоса против часовой стрелки до упора шпилек в край паза шестерни привода топливного насоса;
- создайте избыточное давление в головке топливного насоса до появления сплошной струи топлива из трубки контрольного приспособления;
- поворачивая вал насоса по часовой стрелке и поддерживая избыточное давление, следите за истечением топлива из контрольного приспособления;
- в момент прекращения истечения топлива прекратите вращение вала и зафиксируйте его, зажав гайки крепления полумуфты привода к шестерне привода.
Произведите повторную проверку момента начала подачи топлива.
Отсоедините контрольное приспособление и установите на место трубку высокого давления и крышку люка. Заверните в отверстие заднего листа фиксатор.
Привод топливного насоса
Рисунок 26. Привод топливного насоса
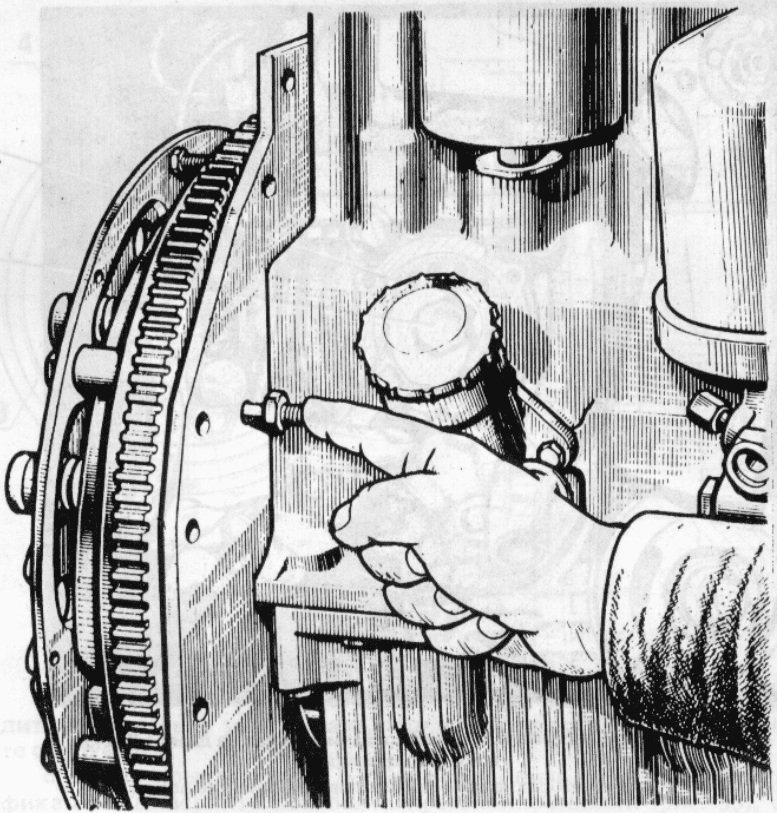
Особенности регулировки клапанов трактора МТЗ-80
В самом начале рекомендуется затянуть головки блока цилиндров. Это поможет уберечь шпильки и резьбу от деформации и повреждений.
Для того чтобы отрегулировать клапана МТЗ, необходимо:
- Ослабить натяжение гаек крепления головки, чтобы получить доступ к крышке от клапанов.
- Демонтировать колпак, который расположен на крышке.
- Проверить прочность крепежных винтов валика.
- Поставить поршневую часть от первого цилиндра в мертвую точку, которая находится в верхней части механизма.
- Ослабить натяжение контровой гайки от винта регулировочного типа, находящегося на коромысле.
- Используя измерительные щупы, установить нужный зазор между бойком и торцевой стороной клапана. Для этого нужно вкручивать или выкручивать болты. Щупы должны входить в промежуток с небольшим усилием, но при этом нельзя допускать того, чтобы они были зажаты. В сервисе регулировка клапанов МТЗ-80 осуществляется при помощи щупов 0,35 мм.
- После установки требуемого зазора, вернуть на место контровую гайку.
- Используя щупы, проверить выставленное расстояние между клапанами, поворачивая стойку толкательной части замедлительного механизма вокруг своей оси.

Всю процедуру необходимо проводить в порядке работы цилиндрических элементов трактора: 3, 4, 1, 2. Перед регулировкой каждого элемента нужно проворачивать коленвал силового агрегата на 180° по часовой стрелке.
Регулировка на холодном двигателе
Чтобы новичку без труда выставить зазоры клапанов на холодном двигателе Д-240, которым завод-производитель оснащает модель трактора «Беларус» МТР-80, лучше воспользоваться специальным прибором КИ-9918.
- При помощи ветоши, смоченной в керосине, необходимо очистить крышку головки цилиндров от масляного налета и частичек грязи.
- Отсоединить колпак крышки и промыть его в керосиновой «ванне».
- Установочный болт выкрутить и поставить другим концом в отверстие, находящее в картеле маховика двигателя.
- У стоек валиков коромысел проверить на надежность крепления и, если нужно, подтянуть.
- Далее подвижную каретку КИ-9918 необходимо опустить при помощи отжимного кулачкового механизма и установить устройство на тарелку пружины впускного клапана, каретка должна упереться в боек коромысла.
- Затем необходимо надавить на коромысло, чтобы боек уперся вплотную к стержню каретки, и установить «ноль» на КИ-9918.
- Выставить нужный зазор, который для холодного Д-240 должен быть не более 0,25 миллиметров. Устанавливается он при помощи регулировочного винта, который по необходимости закручивается.
- Повторить процедуру для 3, 4 и 2 цилиндров, последовательно проворачивая коленвал на пол-оборота.
- Собрать механизмы.
Регулировка по впрыску топлива
Для регулировки клапанов по впрыску топлива не понадобится специальных инструментов и приспособлений, достаточно ключа, щупа на 0,3 мм и отвертки
Сначала необходимо осторожно снять трубки топливного насоса высокого давления (ТНДВ). Затем при помощи ключа необходимо медленно прокручивать коленвал двигателя за храповик до того момента, как в штуцере не появится дизельное топливо
В том цилиндре, где топливо появляется раньше, требуется отрегулировать клапан. Зазоры клапанов цилиндров регулируются по счету ТНДВ.





