Виды сварки для ремонта автомобилей
Содержание:
- Меры осторожности
- Процесс сварки кузова автомобиля полуавтоматом
- Виды соединений
- Как варить машину электродами и полуавтоматом?
- Сварка кузова автомобиля
- Охрана труда и техника безопасности при сварке
- Сварка кузова полуавтоматом
- Подготовка и настройка
- Меры предосторожности перед сваркой
- Виды и особенности сварочных аппаратов
- Какой метод лучше
- Советы по ремонту автомобильного кузова с помощью сварки своими руками
- Сварка MIG/MAG
- Подготовительные работы
- Типы сварных швов
- Особенности сварки кузова автомобиля электродом
- Требования к проведению сварки кузова автомобиля
- КАК ЛУЧШЕ ЗАВАРИТЬ: РЕКОМЕНДАЦИИ
Меры осторожности
Не думайте, что если варите в своем гараже, значит можно пренебрегать техникой безопасности. Любые сварочные работы вы должна проводить в специальной экипировке: одежде из плотного материала, маске и рукавицах. Это минимальный набор. Если предстоит сварка деталей в гараже с металлическим полом, то обувь должна быть резиновой.
Сварочный аппарат для сварки должен быть заземлен. Для ремонта автомобильного железа с помощью инветора вам надобится качественный держак. Некачественный просто не выдержит многократные зажимы и будет деформировать изоляцию.
Также ваш гараж должен проветриваться, а еще лучше, если у него будет принудительная вентиляция. Если не соблюдать это правило, в помещении могут скопиться газы и вы получите отравление.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
-
далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;
Расположение переключателей на передней панели сварочного аппарата BlueWeld
-
теперь к баллону с углекислым газом подключается редуктор так, как показано на фото;
Понижающий редуктор подключается к баллону с углекислым газом
-
бобина со сварочной проволокой закрепляется в аппарате, после чего конец проволоки заводится в подающий механизм;
Сварочная проволока заводится в подающий механизм
-
сопло на горелке откручивается пассатижами, проволока продевается в отверстие, после чего сопло прикручивается обратно;
Снятие сопла со сварочной горелки
- после заряжания аппарата проволокой с помощью переключателей на передней панели аппарата выставляется полярность тока сварки: плюс должен быть на электрододержателе, а минус на горелке (это так называемая прямая полярность, которую ставят при работе с медной проволокой. Если же сварка производится обычной проволокой без медного покрытия, то полярность необходимо поменять);
-
теперь аппарат подключается к сети. Горелка с электрододержателем подносится к ранее подготовленному свариваемому участку. После нажатия кнопки на электрододержателе раскалённая проволока начинает выдвигаться из сопла, одновременно открывается подача углекислого газа;
Процесс сварки автомобильного кузова полуавтоматическим аппаратом
-
если сварной шов будет длинным, то сварка производится в несколько приёмов. Вначале привариваемый участок «прихватывается» в нескольких точках. Затем делается 2–3 коротких шва по линии соединения. Они должны отстоять друг от друга на 7–10 см. Этим швам необходимо дать остыть в течение 5 минут;
Несколько коротких предварительных швов
-
и только после этого оставшиеся участки соединяются окончательно.
Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома
А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой
Виды соединений
Соединение называют в зависимости от расположения деталей друг относительно друга.
- Внахлест. Детали накладываются друг на друга, либо соединяются еще одной, накладной. Сварка при этом как правило ведется с двух сторон, для надежности соединения. Такой шов применяют там, где нужна повышенная прочность.
- Соединение встык требует точности. Применяют его там, где важна не столько прочность, сколько внешний вид.
- Угловым и тавровым швом можно сварить детали, соединение которых происходит под углом.

- Нижний — когда свариваются лежащие детали на земле, столе или других конструкциях. Электрод при этом направлен вертикально или отклоняется на угол до 15 градусов.
- Вертикальный или горизонтальный (стеновой). Электрод расположен горизонтально, или под небольшим углом, ведется по горизонту, либо вертикально.
- Потолочный, противоположный нижнему.
Последний сложен для исполнения даже для квалифицированного сварщика: работать приходится над головой, наплавляемый металл норовит вылиться из шва. С этим приходится сталкиваться при сварке днища автомобиля своими руками.
Как варить машину электродами и полуавтоматом?
Сварка полуавтоматом со сварным электродом считается наиболее приемлемым видом оборудования, актуальным для ремонта ТС.
Проведение сварочных работ на грузовом или легковом автомобиле с помощью полуавтомата позволяет без дополнительных трудностей достать любой уголок авто для создания сварного шва. Это не требует глубоких знаний в области сварки и опыта в выполнении таких работ.
Таблица характеристик проволоки для сварки.
Сварочный полуавтомат в техническом плане устроен довольно просто: в его работе применяется тот же преобразователь тока, что и в остальных типах подобного оборудования, специфическими являются только актуальные расходные материалы.
Сварка полуавтоматическим агрегатом выполняется при использовании сварочной проволоки с диаметром 0,2-2мм, а также углекислого газа.
Зачастую проволока имеет медное покрытие, обеспечивающее хороший электрический контакт. А углекислота необходима для предотвращения процессов окисления, поскольку не позволяет расплавленному металлу контактировать с кислородом.
Так как в процессе сварки машины применяется углекислый газ в баллоне, полуавтомат требует и наличия редуктора для снижения давления. Оптимальное значение можно получить только при условии правильной настройки такого аппарата.
Иногда работники СТО или частные владельцы вместо углекислого газа применяют особую сварную проволоку, которая хоть и не имеет медного покрытия, но содержит внутри специальный флюс.
,
Отдельно стоит отметить сварные работы по устранению дефектов на глушителе авто. Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Неопытному мастеру лучше выполнять сварку глушителей автомобиля инвертором. А если в скором времени планируется заменить эту часть авто, то на некоторое время хватит и более экономичной холодной сварки.
Сварка кузова автомобиля
Кузов – это главная составляющая любого автомобиля, требующая тщательного ухода, своевременной проверки и ремонта, одним из видов которого является его электросварка своими руками. В гаражных условиях сварка кузова автомобиля своими руками вполне выполнима при наличии углекислотного полуавтомата, способного варить проволокой. Он позволяет сваривать листы от 0,8 до 6 миллиметров. С помощью полуавтомата можно заделать заплатами любые прорехи, приваривать новые детали (лонжероны, пороги, крылья), выправить вмятины.
Cварка автомобиля сделанная своими руками
Двуокись углерода под давлением подается в зону сварки, при этом вытесняя обычный воздух, тем самым защищая металл от излишнего окисления. Это позволяет сохранить металлические частички в большем объеме, поэтому он не сгорает, а только плавится.
Если же двуокись углерода заменить аргоном, то можно варить даже цветные металлы – нержавейку, алюминий или сплавы других металлов
При этом важно использовать такую же присадочную проволоку из того же металла – из алюминия или нержавейки
Подготовка металла к сварке
Электросварщиком ручной дуговой сварки, перед началом работ обязательно должна быть проведена подготовка металла под сварку. Места кузова и кузовные детали, подлежащие сварке, тщательно должны быть очищены от краски, ржавчины, масла и других загрязнений. Преимущество полуавтоматической сварки заключается в механизированной подаче плавящегося электрода, высокой скорости сварки тонких листов металла, снижении зоны теплового влияния на свариваемые детали, что приводит к повышению качества шва как внешне, так и по механическим свойствам, снижению расхода материалов и деформации металла.
В зависимости от доступности соединяемых деталей, их назначения в конструкции кузова, конструктивного расположения узла и толщины соединяемых деталей, сварку автомобиля своими руками можно выполнять прерывистым или сплошным швом. Прерывистый шов можно применять на тонколистовом металле при наличии широкого зазора между соединяемыми деталями, что требуется для предотвращения опасности прожога. Сварку сплошным швом выполняют при соединении деталей встык.
Уменьшения передачи тепла металлу можно добиться периодической подачей тока и сварочной проволоки. Соотношение между временем выполнения сварки и перерывом подбирается в зависимости толщины соединяемых деталей и величины зазора между ними. Во время перерыва происходит охлаждение сварочной ванны, устраняя тем самым возможность прожога.
Своими руками дуговая сварка кузова осуществляется следующим образом:
1. Перед тем, как пользоваться электросваркой, необходимо проверить сеть на нагрузочную способность, другими словами, вам надо быть уверенными в том, что ваша проводка выдержит нагрузку сварочного аппарата. Лишь только после этого вы можете начинать подготовку к сварке.
2. “Зарядите” полуавтомат сварочной проволокой. Это можно сделать так: снимите сначала газовое сопло сварочной горелки, потом с помощью ключа отвинтите ее медный наконечник, затем отведите прижимной ролик с проволокой и установите требуемую полярность тока. При сварке флюсовой проволокой надо плюс установить на зажиме, а минус на горелке. В случае использования обычной проволоки, полярность надо будет поменять – плюс на горелке, а минус – на зажиме.
https://youtube.com/watch?v=zeQgu0OJrvU
После этого требуется вручную завести конец проволоки на 10 – 20 см в подающий канал и подвести прижимной ролик, удерживая проволоку от осыпания. Обязательно проверьте, что проволока попала в ложбинку на ведущем ролике.
После выполнения всех этих действий можно будет подключить полуавтомат к сети и нажать клавишу на ручке сварочной горелки. Сначала произойдет подача газа, а затем включится подача сварочной проволоки и тока. Затем надо выбрать и надеть на проволоку требуемый медный наконечник, закрутить его и установить газовое сопло.
При сварочных работах в кузове обычно провариваются все части, кроме передней, так как нагрузка на нее является минимальной. Исключение составляют транспортные средства, в которых на переднюю подвеску делается больший упор, а именно – место крепления передних “лап” к поперечной балке надо хорошо проварить
Проваривать пол можно с обеих сторон, только при этом не забудьте обработать специальным грунтом сварные швы, это очень важно. Переднюю часть автомобиля, то есть крылья и капот обычно не проваривают, но тщательную обработку швов поддона, стоек и задней части требуется провести обязательно
Охрана труда и техника безопасности при сварке

- Высокая температура. Ожог может причинить сама дуга, раскаленный металл свариваемых деталей, держатель электрода или горелка.
- Световое излучение, поражающее сетчатку и роговицу глаз.
Не смотрите на дугу находясь вблизи от места сварки, даже мельком. При самостоятельной работе использование маски — обязательное условие.
Ожог вызывает резь, ощущение «песка» под веками. Помогут глазные капли, из народных средств — прикладывание к глазам ломтиков сырого картофеля. Обязательно обратитесь к врачу-окулисту.
- Электрический ток.
Перед тем как впервые приступить к сварке, внимательно изучите правила безопасной эксплуатации оборудования.
Используйте плотную одежду с длинными рукавами, защищающую от брызг металла, перчатки из спилки или плотной ткани. На голову оденьте шапочку или подшлемник.
Сварка кузова полуавтоматом
После того, как был сделан выбор в пользу полуавтоматического аппарата, необходимо подготовить все нужные элементы и проверить исправность самого прибора. Хоть полуавтомат может работать в разных помещениях, но лучше очистить пространство от пыли и удалить влагу.
Необходимые материалы
В первую очередь подготавливается проволока. Для кузовных работ лучше использовать проволоку с медным покрытием. Так как полуавтоматическая варка происходит с участием специального газа, то следует заранее запастись 20 литровым баллоном. Обычно этого объема хватает для выполнения всех сварочных работ. Крупная наждачная бумага также должна быть под рукой, так как в некоторых случаях потребуется полировка участка. При сварке полуавтоматом не обойтись без редуктора, понижающего давление.
Порядок хода сварочных работ
- Участок чистится от загрязнений, краски, грунтовки, смазки и ржавчины.
- Места, которые будут вариться плотно зажимаются и фиксируются. Для этого могут быть использованы метизы и зажимы.
- Настроить аппарат. На приборе есть панель, на которой расположены регуляторы подачи проволоки, мощности тока и выключатель.
- Подключение редуктора к баллону с газом.
- Закрепления проволоки для сварки в полуавтомате.
- Далее следует отрегулировать полярность аппарата – плюс выставляется на электродержатель, а минус на горелку.
- Полуавтомат включается в электросеть.
- Выполняется заваривание определенного участка.
- Отключение и разборка прибора.
Как обработать сварной шов от коррозии
Шов без обработки под воздействием погодных условий и химических препаратов быстро разрушается. Лучше всего обработать стыки герметичными смесями. На участке, где ко шву легко подобраться, обработка спецпрепаратом выполняется вручную.
Если нет возможности добраться до шва, то лучше воспользоваться специальными распылителями. Препарат под давлением подается в систему и распыляется в труднодоступных местах. После того, как был нанесен герметик, можно поверх шва нанести краску. Так как большинство работ выполняется снаружи кузова, то покраска является обязательным условием.
В следующих видео более подробная информация про ремонт кузова автомобиля сваркой.
Подготовка и настройка

При работе инвертором предварительно настраивают полярность. Обычно тонкий металл варят на обратной полярности, при которой деталь греется меньше.
Затем подбирают электрод, подсоединяют кабели, подключают электропитание.
Прежде чем варить полуавтоматом проверяют давление на выходе редуктора баллона с углекислотой, при необходимости регулируют.
Не зависимо от устройства для сварки, рабочее место должно быть оборудовано вентиляцией. Позаботьтесь о достаточном освещении. Оно сделает работу удобной, повысит качество, снизит нагрузку на глаза.
Уделите внимание защите от возможных повреждений остальных элементов машины. Это касается шин, внутренней отделки салона, пластика, электропроводки и т.п
Места сварки необходимо зачистить от краски и ржавчины. При необходимости сильно разрушенные части удалить.
Для сварки глушителя ремонта других съемных частей их лучше демонтировать.
Меры предосторожности перед сваркой
Работа с аппаратом сопряжена с некоторыми рисками, поэтому мастер должен соблюдать следующие правила:
- Сварку выполняют в боксах с ширмами, защищающими глаза от светового излучения. Минимальная высота экрана — 150 см.
- При работе в гараже к устранению дефектов кузова приступают после проветривания, включения принудительной вытяжки.
- При сварке в помещениях с повышенной влажностью от поражения током мастера защитят резиновый костюм и коврик. При работе в положении лежа или сидя подкладывают войлок.
- Перед началом сварки осматривают кабель и другие важные компоненты аппарата. Для работы применяют только качественное оборудование и расходные материалы.
- При сварке кузова предварительно сбрасывают массу аккумулятора, что исключает случайное возгорание. При ремонте деталей, расположенных вблизи бензобака, последний демонтируют.
- Передвигать полуавтомат можно только в выключенном состоянии. Во время перерыва оборудование размещают на диэлектрической подставке.
Виды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.3 до 3 мм. А ещё полуавтомату для работы необходим углекислый газ.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.
Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Какой метод лучше
При выборе одного из способов сварки кузова можно воспользоваться универсальной рекомендацией. Оборудование выбирается в зависимости от расположения места сварки и от наличия средств у исполнителя.
При восстановлении находящегося на виду повреждения и при отсутствии стеснённости в средствах (если к тому же имеется опыт подобных работ) – оптимально подойдёт полуавтоматический сварочный аппарат.
В том же случае, когда повреждения кузова скрыты от визуального обзора (располагаются в районе днища, к примеру), а владелец авто не имеет опыта обращения со сварочным оборудованием – лучше всего для сварки воспользоваться ручным инвертором.
Даже при наличии ошибок в работе с таким аппаратом их цена не окажется слишком высокой. В качестве примера проведения ремонтных работ можно рассмотреть общие подходы к восстановлению кузова старинной «шестёрки».
Самостоятельный ремонт кузова этой модели возможен лишь при наличии небольших повреждений, устранить которые удаётся простейшими методами инверторной сварки плюс дополнительной рихтовкой.
Для этого потребуется не только сварочный аппарат подходящего типа, но и набор типового рихтовочного инструмента для автомобилей, включая молотки с резиновыми насадками и деревянную киянку.
Советы по ремонту автомобильного кузова с помощью сварки своими руками
Соединить детали из очень тонкого металла достаточно трудно. Для этого лучше воспользоваться услугами профессионала, так как самостоятельно вы, скорее всего, просто ухудшите качество металла.
Для начала нужно провести подробный осмотр кузова автомобиля, чтобы понять какие области нуждаются в ремонте. Также с помощью внимательного осмотра вы сможете понять, нужен ли вам капитальный ремонт или можно обойтись небольшим локальным.
Капитальный ремонт предполагает выполнение полномасштабных ремонтных работ, которые чаще всего связаны с заменой какой-либо детали кузова полностью. Если вы имеет все необходимое оборудование и опыт за плечами, вы без проблем сможете выполнить как локальный, так и капитальный ремонт кузова вашего автомобиля
В настоящее время инверторными сварочными аппаратами (или инверторами) называются такие сварочные аппараты, которые позволяют осуществлять сварку с помощью электродов.
Сварка MIG/MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.
MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота (N2), водорода (H2). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG/MAG, сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG/MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG/MAG. Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG/MAG.
При сварке оборудованием MIG/MAG, важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Подготовительные работы
Перед проведением сварочных работ с поверхности удаляется грязь и пыль, очищается от коррозии. Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
При подготовке полуавтомата необходимо убедиться в соответствии направляющего канала диаметру выбранной проволоки. В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
Перед ремонтом с помощью сварочного инвертора необходимо проверить:
- надежно ли закреплен электрод,
- нет ли поврежденной изоляции на кабеле и держателе,
- прочность закрепления кабеля,
- исправность заземления аппарата.
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
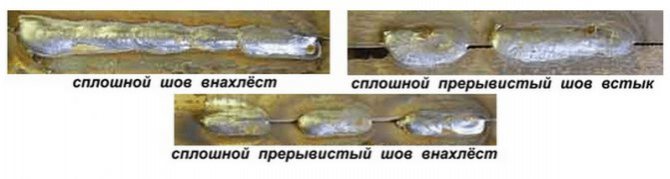
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Особенности сварки кузова автомобиля электродом
Ручная дуговая сварка

позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
По понятным причинам сварка кузова автомобиля своими руками дешевле, но не качественнее, тем более, если полуавтомат сварочный для кузовных работ оставляет желать лучшего. Решив выбрать аппарат для ремонта кузова, квалифицированный специалист учтет химсостав, толщину металла, место расположения свариваемых деталей, так что состояние порогов после сварки будет радовать автовладельца не один год. Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
[Всего: 3 Средний: 2/5]
Требования к проведению сварки кузова автомобиля
Сварка кузова авто — трудоемкий процесс, будь то дуговая, точечная или другой вид сварки. Она в любом случае требует наличия качественного сварочного аппарата для кузовных автомобильных работ и высокой квалификации сварщика — только это сочетание гарантирует удовлетворительный результат. Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва. Сварочные кузовные работы следует проводить в специально оборудованном помещении, где имеется точка подключения к сети с соответствующими параметрами частоты, напряжения и силы тока, источник газа и т.п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
Профессиональный подход к обработке кузова в оборудованном СТО позволяет получить сварочный шов с нужными критериями:
- вид шва выбирается в зависимости локализации повреждения;.
- учитывая характеристику металла выбирается тип сварки;
- метод сварочного ремонта — газовый, ручной дуговой, полуавтоматический, лазерный -выбирается в каждом случае индивидуально.
Действительно, универсального варианта не существует, элементы автомобиля после ремонта подвергаются разному по силе воздействию, да и выполнены из разных материалов. Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Своевременная диагностика авто позволяет выявлять повреждения на ранней стадии, что дает возможность решить задачу без серьезных финансовых затрат.
КАК ЛУЧШЕ ЗАВАРИТЬ: РЕКОМЕНДАЦИИ
Чаще всего сварку производят электродами, так как этот вид сварки считается наиболее быстрым и упрощенным. Но использовать такой метод для сварки кузова не рекомендуется, потому что шов будет грубым и автомобиль приобретет неэстетический вид.
Аппарат для сварки электродами очень большой, что создаст некоторые неудобства при работе в труднодоступных участках. К тому же подобная работа должна соответствовать правилам техники безопасности. В связи с этим сварку электродами можно применять в некоторых случаях, к примеру, если требуется заварить поврежденную раму.
Сегодня, производя сварные работы, в основном используют инвертор или полуавтоматное устройство.
Каждый из этих вариантов обладает своими преимуществами и недостатками
Применяя подобную сварку, необходимо обладать особым умением и навыком, учитывать меры предосторожности
Самым важным моментом является необходимость оборудования рабочего места. В случае когда сварочные работы производятся в гаражном помещении, ответственным моментом считается правильная организация пространства, а также заранее нужно приобрести все требуемые инструменты. Немаловажным является и освещение. Производя работы в одиночку, можно столкнуться с некоторыми неудобствами, поэтому сварщику неплохо иметь помощника.





