Момент затяжки гбц priora 16 клапанов: схема и инструкция по затягиванию болтов
Содержание:
- Начинаем разбирать
- Установка
- Общие правила выполнения работ, используемые методы
- Проблемы при оплате банковскими картами
- Переходим к блоку цилиндров
- Кривошипно-шатунный механизм
- Тюнинг двигателя с помощью шатунов
- Когда пора менять распредвал
- Переходим к блоку цилиндров
- Устанавливаем шатунно-поршневую группу
- Установка
- Тюнинг ДВС
- Замена прокладки головки блока ВАЗ-2170 Приора часть 2
- Кривошипно-шатунный механизм
- Инструкция, как правильно сделать момент затяжки на Приоре
- Общий порядок работ
- Процесс и схема затяжки (на 16 клапанном авто)
- Ремонт ГБЦ
Начинаем разбирать
Для начала сливаем масло и антифриз. Снимаем защитную крышку, воздушный фильтр с патрубками, отсоединяем разъемы катушек зажигания, тросик газа и дроссельный узел.
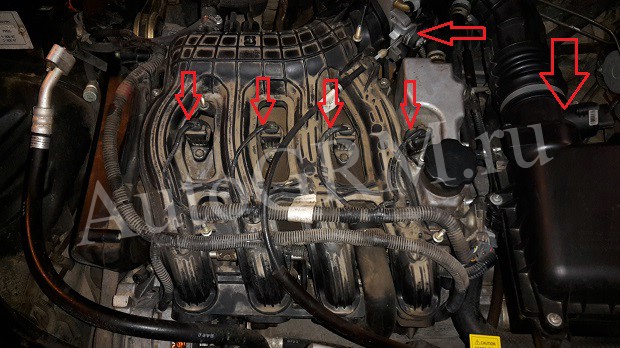
Снимаем корпус термостата и попутно отсоединяем все попавшиеся разъемы и патрубки. Всю мешавшею нам проводку убираем в сторону аккумулятора.

Снимаем генератор. Откручиваем восемь гаек на тринадцать держащих впускной коллектор и снимаем его. Отворачиваем все болты крепящие клапанную крышку, а так же боковую опору двигателя.

Откручиваем восемь гаек и снимаем выпускной коллектор.

Снимаем ремень ГРМ, шкивы распредвалов и помпу.

В три прохода, чтобы не деформировать деталь, сначала ослабляем, а потом откручиваем двадцать болтов корпуса подшипников распредвалов, головка на восемь. Обязательно в последовательности указанной на фотографии.
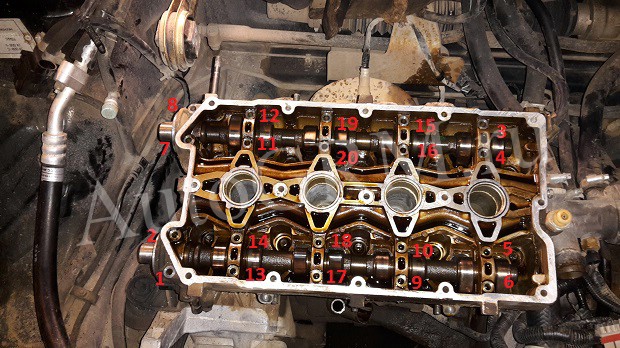
Снимаем корпус подшипников. Снимаем распредвалы, на распредвале впускных клапанов есть отличительный бортик.
Так же в несколько проходов сначала ослабляем, а за тем откручиваем десять болтов крепления ГБЦ. Обязательно в последовательности указанной на фотографии.
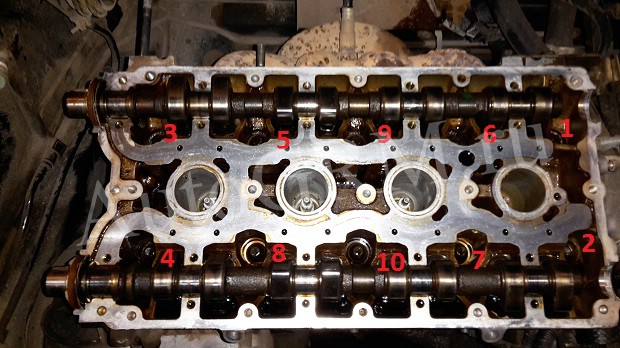
Снимаем головку блока цилиндров. Все шестнадцать клапанов в замену.

Установка
Подготовленные группы установить на место также через верх цилиндра. Внимательно проверить и поставить на свои места шатунные вкладыши. Установить нижние элементы – крышки, и закрепить болтами.
Это связано с тем, что от момента затяжки зависит очень многое: и свобода вращения коленчатого вала, и одновременно плотность прилегания вкладышей к шейке этого вала. При слабом будет вытекание масла без должного смазывания, а при сильном – подклинивание и, опять же, недостаточная смазка. Исходя из этих соображений, эта величина должна быть ровно 43,32-53,51H*м или ещё 4,42-5,46 кгс*м. Только так и никак иначе. После этого можно производить полную сборку в обратном порядке.
Интересное видео о шатунах «Приоры»:
Здесь также нужно знать, что последовательность затягивания на 16 кл и 8 кл агрегатах отличается, поэтому нужно быть внимательным. Момент на 16 и 8 клапанном силовом агрегате одинаков и проходит в четыре круга.
Общие правила выполнения работ, используемые методы
Есть ряд общих правил, которые необходимо соблюдать при установке головки блока:
Важно строго соблюдать усилие затяжки. Для этих целей используется специальный инструмент – динамометрический ключ
Выполнять эту операцию обычными ключами не рекомендуется;
Болты головки необходимо тянуть плавно, рывки не допускаются. Поскольку усилие затяжки на последних подходах значительно, упростить процедуру и обеспечить плавное равномерное затягивание позволяет наращивание плеча ключа трубой; Перед установкой болтов внимательно нужно осмотреть состояние резьбы на них. Никакой грязи и сторонних частиц на витках быть не должно. Резьбу крепежных элементов перед закручиванием следует смазать моторным маслом. А вот заливать смазку в отверстия под болты не следует (особенно это касается «глухих» отверстий), поскольку в дальнейшем она не даст полноценно затянуть крепежи.
Несмотря на то, что у каждого двигателя имеются свои особенности затяжки головки блока, общая технология этой операции – одинакова. В целом, для затягивания крепежей применяется два метода:
- В несколько подходов доведением усилия затяжки до требуемого значения;
- Затягивание крепежей до определенного усилия (в один или несколько подходов), а затем – двойное доворачивание болтов на определенный угол.
Метод затягивания выбирается исходя из типа болтов.
Первый способ применяется при использовании не растягивающихся болтов (сейчас такие не используются, но их можно встретить на старых авто). Но нередко этот тип крепежей требует дотяжки после определенного периода эксплуатации двигателя, чтобы компенсировать усадку прокладки ГБЦ. Зато такие крепежные элементы допускаются для повторного использования, причем неоднократно.
Второй метод затяжки блока является актуальным для большинства современных авто. И все из-за использования растягивающихся болтов (так называемый тип TTY).
Такие крепежи за счет упругой деформации способны компенсировать тепловые расширения головки и усадку прокладки, но для этого их необходимо вывести в режим деформации (по сути, просто немного растянуть).
Для этого и необходимо двойное доворачивание болтов на определенный угол. На одних авто этот угол составляет 45 град., на других – 90 град.
Но после вывода элементов в режим упругой деформации, они уже будут не способны вернуться в исходное состояние, поэтому и не допускается их повторное использование из-за высокой вероятности разрушения.
Проблемы при оплате банковскими картами
Иногда при оплате банковскими картами Visa / MasterCard могут возникать трудности. Самые распространенные из них:
- На карте стоит ограничение на оплату покупок в интернет
- Пластиковая карта не предназначена для совершения платежей в интернет.
- Пластиковая карта не активирована для совершения платежей в интернет.
- Недостаточно средств на пластиковой карте.
Для того что бы решить эти проблемы необходимо позвонить или написать в техническую поддержку банка в котором Вы обслуживаетесь. Специалисты банка помогут их решить и совершить оплату.
Вот, в принципе, и все. Весь процесс оплаты книги в формате PDF по ремонту автомобиля на нашем сайте занимает 1-2 минуты.
Если у Вас остались какие-либо вопросы, вы можете их задать, воспользовавшись формой обратной связи, или написать нам письмо на info@krutilvertel.com.
Переходим к блоку цилиндров
Снимаем поддон. Поворачивая коленвал как нам удобно откручиваем по два болта на каждой крышки шатуна. Используем для этого головку TORX E10.
Поршня вместе с шатунами вынимаем. Для этого снизу деревянной ручкой молотка упираемся в шатун и слегка постукивая выбиваем его наверх. Снимаем старые вкладыши и по маркировки на них покупаем такого же размера новые. Вот еще один камень в огород АвтоВАЗа, машина у владельца с салона и в мотор не разу не лазили, но три поршня были группы «В» а один «С». Получается, что на заводе один цилиндр немного переточили и просто сунули туда увеличенный поршень, нет слов. Вариантов нет, берем группу «С», не точить же мотор из-за этого. Коренные вкладыши так же трогать не будем.
Покупаем новую поршневую группу, не гнущею клапана, шатуны и шатунные вкладыши.
Устраняем продольный люфт коленвала
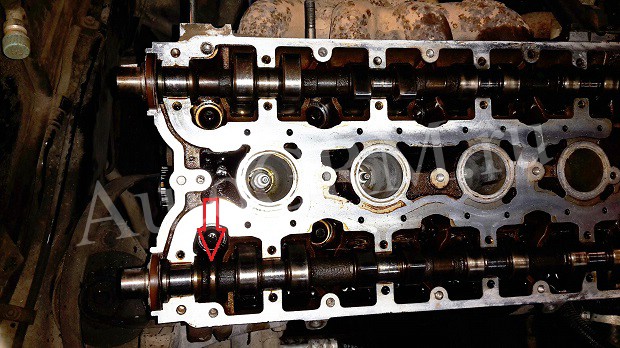
На данном моторе он был замечен. Что бы устранить его заменим упорные полукольца. В наличие есть стандартные и ремонтные размеры. Берем первый ремонтный размер, если будут туго заходить немного сошлифуем. Откручиваем средний коренной подшипник и аккуратно толкнув отверткой сдвигаем полукольца. Метка на нем виде трех засечек, изображена ниже.
Когда полукольцо немного вышло проворачиваем коленвал, он вытолкнет его. Полукольца двух видов спереди белое и желтое сзади, канавки на них должны смотреть в сторону щек коленвала.
Ставим как снимали новые полукольца, если они заходят с большим усилием можно их немного шлифануть на мелком абразивном бруске, только не со стороны канавок. Проверяем люфт.
Собираем поршневую
Сверху на поршне выбита стрелка, она должна быть направлена к передней части двигателя. А на шатуне есть метки, которые должны смотреть в свою очередь так же.
Вставляем одно стопорное кольцо в паз на поршне. Вставляем шатун в поршень и смазав свой и поршневой палец маслом вставляем его на свое место. Вставляем второе стопорное кольцо. Данная операция хоть и кажется простой, но помучится придется. Осматриваем собранную конструкцию все стопорные кольца должны быть четко в своих канавках, в противном случае выскочившее кольцо на работающем двигателе может натворить много бед.
После сборки нужно отломать крышку шатунного подшипника, поскольку шатун выполнен в виде одного целого. На наших машинах так. Для начала выкручиваем болты. Вставляем в тески шатун на уровень метки показанной на рисунке черной стрелкой и слегка его зажимаем, затем легким движением руки отламываем. В первый раз очень страшно. Приставляем крышку на место и закручиваем болты, чтобы в дальнейшем не перепутать.
Проверяем тепловой зазор в поршневых кольцах
Раскладываем каждый комплект колец к каждому цилиндру.
По очереди каждое кольцо засовываем в свой цилиндр и немного проталкиваем его поршнем примерно на средину.
Щупами замеряем зазор.
Номинальный зазор: 0.25 — 0.45 мм.
Максимальный зазор для всех 1 мм. Но это попахивает уже расточкой.
Устанавливаем новые кольца
Сначала устанавливаем разжимную пружину маслосъемного кольца, затем само кольцо. Замок маслосъемного кольца должен смотреть в противоположную сторону замка пружины. После устанавливаем нижнее компрессионное и наконец верхнее компрессионное кольцо.
Кольца в канавках поршня должны обязательно легко вращаться.
Кривошипно-шатунный механизм
Этот основной узел двигателя, состоит в основном из следующих групп:
Каждая деталь группы имеет ещё по несколько дополнительных элементов. Как, например, каждый поршень несёт комплект уплотнительных колец, соединительный палец и фиксирующие скобы для пальца. Коленчатый вал имеет подшипники, сальники. Наиболее интересна структура шатунов.
Принцип работы механизма
Двигатели ВАЗ, как и остальных автомобилей, основаны на взрывообразном сгорании топлива. Поршень создаёт определённое сжатие воздушно-бензиновой смеси, искра от искрообразователя поджигает её, толкая поршень вниз, а кривошипно-шатунный механизм (КШМ) преобразует поступательное движение во вращательное. Это происходит за счёт особой формы коленчатого вала. Точки крепления шатунов расположены так, что в то время, когда толкающие поршни шатуны поднимаются, толкаемые поршнем – опускаются. И такой процесс идёт посменно.

Комплектация шатунов «Приоры»
Эти детали являются разборными. Основная часть выполнена из высококачественного метала. Только в верхнем кольце, куда входит фиксирующий палец поршня, устанавливается вкладыш из другого металла. В общем, состоит шатун из таких деталей:
- шатуна;
- крышки вкладыша;
- стяжных болтов 2 шт.;
- специальных шайб;
- вкладыша шатуна.
Это связано с тем, что на вкладышах, имеются специальные канавки для прохождения моторного масла. Из-за высокой скорости вращения этот узел требует равномерной и обильной смазки. Малейшее несовпадение этих выемок с маслопроводными отверстиями коленчатого вала, приведёт к нарушению поступления смазки и, как следствие, заклиниванию двигателя.
Тюнинг двигателя с помощью шатунов
Большинство молодых людей, приобретающих «Приору», не удовлетворяются заводскими параметрами машины. Многие стремятся усовершенствовать свой автомобиль. Сделать его мощнее, приёмистей и быстрей. Это называется «зарядить» двигатель. То есть, как ещё говорят, сделать тюнинг. В это понятие входит много различных действий. Это и установка специальных распределительных валов, и облегчение различных деталей, маховика и прочих. И многое другое. В эту категорию входит и установка специальных укороченных шатунов, что соответственно увеличивает объём рабочей камеры сгорания мотора «Приоры».
Самыми популярными, для такой операции являются так называемые, «спортивные», усиленные шатуны, длиной 131 мм. Они входят в стандартный набор для улучшения мотора «Приоры».
Когда пора менять распредвал
Экстренное вмешательство в работу распредвала ВАЗ 2114 8 кл необходимо в случае возникновения, каких-то явных неисправностей. Признаки могут быть разные, к примеру, слышится стук при работе двигателя или проблемы с сальниками. Проверить в чем дело в такой ситуации нужно немедленно или самостоятельно или на СТО.
В случае если вы определили, что проблема заключается в сальниках, то вам хватит и 10 минут чтобы произвести замену. Сальники расположены в близкодоступным местах и чтобы поставить новый, не требуется демонтаж больших систем и узлов. Если вы не знаете, какой именно нужен для замены, то это проверить можно просто посмотрев какой уже установлен.
Более сложная неисправность может быть, если вы услышали стук в двигателе. Данная неисправность может не прогрессировать, то есть стук не увеличивается, при этом показания всех датчиков находятся в норме
Некоторые водители к этому относятся спокойно их не беспокоит такое положение вещей и продолжают использовать транспортное средство, не обращая на это внимание. Но выход простой, если ваш двигатель стучит, значит, увеличился осевой люфт распределительного вала
В данном случае можно поставить шайбу между распределительным валом и крышкой и большая доля вероятности в том, что стук прекратится. Достаточно простой выход из такого положения.
Некоторые автомобили оборудуются датчиками фаз положения распредвала, задача которых сигнализировать в случае неисправности или сбоев в работе системы. Но иногда датчики выходят из строя, и может понадобиться их замена. Он стоит недорого и на рынке цена подобного датчика не превышает 10 долларов, а кой именно приобретать вы можете узнать из инструкции к автомобилю. Устанавливается такой датчик просто, поэтому останавливаться на этом нет смысла.
https://youtube.com/watch?v=5ziFr024vv0
Переходим к блоку цилиндров
Снимаем поддон. Поворачивая коленвал как нам удобно откручиваем по два болта на каждой крышки шатуна. Используем для этого головку TORX E10.

Поршня вместе с шатунами вынимаем. Для этого снизу деревянной ручкой молотка упираемся в шатун и слегка постукивая выбиваем его наверх. Снимаем старые вкладыши и по маркировки на них покупаем такого же размера новые. Вот еще один камень в огород АвтоВАЗа, машина у владельца с салона и в мотор не разу не лазили, но три поршня были группы «В» а один «С». Получается, что на заводе один цилиндр немного переточили и просто сунули туда увеличенный поршень, нет слов. Вариантов нет, берем группу «С», не точить же мотор из-за этого. Коренные вкладыши так же трогать не будем.
Покупаем новую поршневую группу, не гнущею клапана, шатуны и шатунные вкладыши.

Устраняем продольный люфт коленвала
На данном моторе он был замечен. Что бы устранить его заменим упорные полукольца. В наличие есть стандартные и ремонтные размеры. Берем первый ремонтный размер, если будут туго заходить немного сошлифуем. Откручиваем средний коренной подшипник и аккуратно толкнув отверткой сдвигаем полукольца. Метка на нем виде трех засечек, изображена ниже.

Когда полукольцо немного вышло проворачиваем коленвал, он вытолкнет его. Полукольца двух видов спереди белое и желтое сзади, канавки на них должны смотреть в сторону щек коленвала.

Ставим как снимали новые полукольца, если они заходят с большим усилием можно их немного шлифануть на мелком абразивном бруске, только не со стороны канавок. Проверяем люфт. Затягиваем коренной подшипник моментом 8 кгс*м.
Собираем поршневую
Сверху на поршне выбита стрелка, она должна быть направлена к передней части двигателя. А на шатуне есть метки, которые должны смотреть в свою очередь так же. Не перепутайте!

Вставляем одно стопорное кольцо в паз на поршне. Вставляем шатун в поршень и смазав свой и поршневой палец маслом вставляем его на свое место. Вставляем второе стопорное кольцо. Данная операция хоть и кажется простой, но помучится придется. Осматриваем собранную конструкцию все стопорные кольца должны быть четко в своих канавках, в противном случае выскочившее кольцо на работающем двигателе может натворить много бед.

После сборки нужно отломать крышку шатунного подшипника, поскольку шатун выполнен в виде одного целого. На наших машинах так. Для начала выкручиваем болты. Вставляем в тески шатун на уровень метки показанной на рисунке черной стрелкой и слегка его зажимаем, затем легким движением руки отламываем. В первый раз очень страшно. Приставляем крышку на место и закручиваем болты, чтобы в дальнейшем не перепутать.
Проверяем тепловой зазор в поршневых кольцах
Раскладываем каждый комплект колец к каждому цилиндру. В дальнейшем местами их не меняем. По очереди каждое кольцо засовываем в свой цилиндр и немного проталкиваем его поршнем примерно на средину.

Щупами замеряем зазор.

Номинальный зазор: 0.25 — 0.45 мм.
Максимальный зазор для всех 1 мм. Но это попахивает уже расточкой.
Устанавливаем новые кольца
Сначала устанавливаем разжимную пружину маслосъемного кольца, затем само кольцо. Замок маслосъемного кольца должен смотреть в противоположную сторону замка пружины. После устанавливаем нижнее компрессионное и наконец верхнее компрессионное кольцо. На кольцах обязательно выбита надпись «ТОР», она должна смотреть вверх. Кольца в канавках поршня должны обязательно легко вращаться.
Устанавливаем шатунно-поршневую группу
Шатунно-поршневую группу (ШПГ) необходимо устанавливать в сборе. Запрессовывать поршневой палец в головку шатуна без специальных инструментов не рекомендуется. Эту процедуру лучше доверить профессионалам.
Для установки ШПГ нужна стальная оправка в форме кольца. Высота кольца — 2-3 см, диаметр отверстия — чуть больше диаметра цилиндра. Монтировать поршни нужно таким образом, чтобы стрелка на их днище (части, примыкающей к клапанам) была повернута в сторону маслонасоса. Номер шатуна и поршня должен соответствовать номеру цилиндра. Перед установкой нужно развести замки маслосъемного и компрессионных колец под углом в 120 градусов.
- Переворачиваем блок.
- Протираем сухой тканью стенки цилиндров и шатунные шейки коленвала.
- Тщательно смазываем маслом стенки цилиндров, боковые поверхности поршней и внутреннюю часть оправки.
- Ставим оправку на цилиндр и вставляем через нее поршень в сборе с шатуном. Проталкиваем поршень в цилиндр с помощью круглой деревянной палки (ручки молотка).
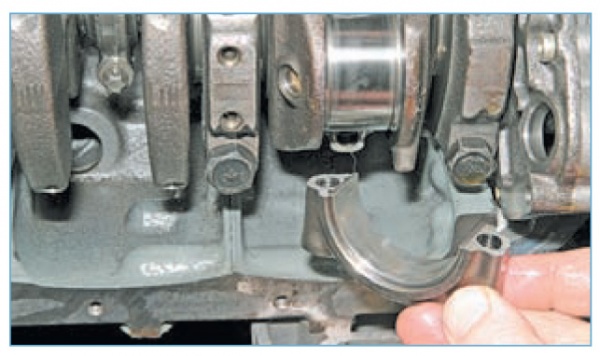
- Кладем вкладыш в крышку шатуна, смазываем его маслом.
- Укладываем блок на бок и устанавливаем шатунную крышку таким образом, чтобы номер цилиндра на ней и на шатуне были на одной стороне. Прихватываем крышку гайками.
- Таким же образом монтируем остальные поршни в сборе с шатунами. После этого переворачиваем блок цилиндров вверх тормашками и затягиваем все 8 гаек, крепящих крышки шатунов.
Установка
Подготовленные группы установить на место также через верх цилиндра. Внимательно проверить и поставить на свои места шатунные вкладыши. Установить нижние элементы – крышки, и закрепить болтами.
Это связано с тем, что от момента затяжки зависит очень многое: и свобода вращения коленчатого вала, и одновременно плотность прилегания вкладышей к шейке этого вала. При слабом будет вытекание масла без должного смазывания, а при сильном – подклинивание и, опять же, недостаточная смазка. Исходя из этих соображений, эта величина должна быть ровно 43,32-53,51H*м или ещё 4,42-5,46 кгс*м. Только так и никак иначе. После этого можно производить полную сборку в обратном порядке.
Интересное видео о шатунах «Приоры»:
Сегодня притащили одного из старых клиентов на Приоре, как выяснилось заклинившая помпа порвала ремень и как следствие загнулись клапана.
Но прогресс на АвтоВАЗе не стоит на месте и если на двигателях десятого семейства просто гнуло клапана, то на приоровских 126-ых еще и шатуны теряют центровку и, если их не поменять велика вероятность того что двигатель начнет кушать масло и соответственно ваши деньги. Слава конструкторам АвтоВАЗа!
Но нет худо без добра, есть комплекты поршней на 126-е моторы с проточками которые не гнут клапана. В данной статье мы опишем процедуру ремонта головки блока цилиндров, после обрыва ремня ГРМ, а так же замену поршневой. Снятие и установка ремня ГРМ описано в этой статье, поэтому на ней подробно останавливаться не будем.
Для выполнения данной процедуры наличие динамометрических ключей обязательно!
Тюнинг ДВС
По умолчанию двигатель 21126 уже форсирован конструкторами АвтоВАЗ. Однако мощность ДВС может дополнительно повысить тюнинг. Достаточно учесть следующие нюансы:
- ШПГ уже максимально облегчена, но можно расточить цилиндры, использовать поршневую группу большего диаметра;
- чаще всего применяется тюнинг механизма газораспределения – разрезная шестерня и облегченный распредвал Нуждин;
- используется тюнинг впускной и выпускной системы – 4 дросселя для каждого цилиндра, схема выхлопного тракта «паук», соответственно.
Тюнинг 21126
Для турбирования движка потребуется высокий бюджет модернизации, заметно снизится ресурс мотора и участится плановое техобслуживание.
Таким образом, ДВС 21126 стал улучшенной версией предыдущей модификации 21124. Увеличились силовые характеристики и эксплуатационный ресурс, упростилась конструкция ГРМ привода, облегчилась замена ремня и роликов.
Замена прокладки головки блока ВАЗ-2170 Приора часть 2
7 30. …снимите шкивы…31. …и извлеките шпонки из пазов хвостовиков валов. Полезный совет
Для удерживания от проворачивания распределительных валов при выворачивании болтов крепления зубчатых шкивов распределительных валов рекомендуем пользоваться приспособлением, показанным на фото.
Примечание
У шкивов впускного и выпускного распределительных валов одинаковые посадочные размеры, но на шкиве впускного распределительного вала закреплен диск, обеспечивающий работу датчика фаз.32. Вывернув ключом «на 15» болт крепления, снимите натяжной ролик. Примечание
Обратите внимание на то, что под роликом установлено дистанционное кольцо.33. Вывернув ключом «на 15» болт крепления, снимите опорный ролик.34
Выверните ключом «на 10» пять болтов крепления задней защитной крышки ремня привода газораспределительного механизма…35. …и снимите крышку. Рис. 5.6. Порядок затяжки болтов крепления головки блока цилиндров 36
Вывернув ключом «на 15» болт крепления, снимите опорный ролик.34. Выверните ключом «на 10» пять болтов крепления задней защитной крышки ремня привода газораспределительного механизма…35. …и снимите крышку. Рис. 5.6. Порядок затяжки болтов крепления головки блока цилиндров 36.
Выверните шестигранным ключом «на 10» болты крепления головки блока к блоку цилиндров в порядке, обратном затяжке (рис. 5.6)…37. …и снимите головку блока с двигателя. Предупреждение Не забивайте отвертку или другие инструменты между головкой и блоком цилиндров. Полезные советы Снимать головку блока цилиндров удобнее с помощником, так как она довольно тяжелая.38.
Снимите прокладку головки блока. Примечание
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Болты, длина которых (без учета высоты головки) превышает 98 мм, замените новыми. Перед установкой головки блока смажьте болты тонким слоем моторного масла.39.
Проверьте наличие двух установочных втулок в гнездах крайних отверстий блока цилиндров под болты крепления головки. Если при снятии головки втулки остались в головке или вышли из гнезд блока, запрессуйте их в блок до упора.42. Установите на блок новую прокладку головки. Использование бывшей в употреблении прокладки не допускается.
Перед установкой прокладки необходимо удалить масло с привалочных поверхностей блока и его головки. Прокладка должна быть чистой и сухой. Попадание масла на поверхность прокладки не допускается. 43. Установите головку на блок, предварительно убедившись, что коленчатый и распределительные валы находятся в положении ВМТ (оба клапана 1-го цилиндра должны быть закрыты).
Затяните болты крепления головки блока в последовательности, указанной на рис. 5.6, в четыре этапа: 1-й — моментом 20 Н·м (2 кгс·м); 2-й — моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м); 3-й — доверните болты на 90°; 4-й — окончательно доверните болты на 90°.44. Установите на головку блока снятые детали и подсоедините к ней шланги и провода в порядке, обратном снятию.
«Проверка натяжения ремня привода генератора»). Примечание
Перед установкой крышки головки блока цилиндров нанесите на корпус подшипников распределительного вала герметик «Локтайт-574». Пускать двигатель разрешается не ранее чем через 1 ч после нанесения герметика.
Следующая страница»»»»»»
Идёт загрузка…
Кривошипно-шатунный механизм
Каждая деталь группы имеет ещё по несколько дополнительных элементов. Как, например, каждый поршень несёт комплект уплотнительных колец, соединительный палец и фиксирующие скобы для пальца. Коленчатый вал имеет подшипники, сальники. Наиболее интересна структура шатунов.
Эти детали являются разборными. Основная часть выполнена из высококачественного метала. Только в верхнем кольце, куда входит фиксирующий палец поршня, устанавливается вкладыш из другого металла. В общем, состоит шатун из таких деталей:
- шатуна;
- крышки вкладыша;
- стяжных болтов 2 шт.;
- специальных шайб;
- вкладыша шатуна.
Это связано с тем, что на вкладышах, имеются специальные канавки для прохождения моторного масла. Из-за высокой скорости вращения этот узел требует равномерной и обильной смазки. Малейшее несовпадение этих выемок с маслопроводными отверстиями коленчатого вала, приведёт к нарушению поступления смазки и, как следствие, заклиниванию двигателя.
Инструкция, как правильно сделать момент затяжки на Приоре
Если вы хотите, чтобы ваша работа завершилась успехом и продержалась немалое время, то нужно следовать некоторым правилам.
- Для затяжки предпочтительно применять болты с магазина, то есть чтобы были новые, так как они имеют на себе постоянное давление и свойство снашиваться. Никто не даст гарантий того, что ваш старый болт сможет выдержать напряжение и после не лопнет.
- Лучше не ставить поношенную прокладку, пусть даже она в достаточно хорошем состоянии.
- Необходимо строго соблюдать при затяжке вращающие моменты.
- В Интернете можно найти схему на 16-клапанный мотор на Приору и, соответственно, соблюсти всю последовательность самой затяжки доворота болтов.
- Перед тем как будет происходить установка ГБЦ, нужно просмотреть все детали, нет ли на них каких-либо повреждений или же деформаций. Если же найдутся какие-либо проблемы, то нужно их устранить или же заменить детали. Если даже самую малую поломку оставить без внимания, то она может привести к еще большей проблеме.
- Не нужно использовать инструменты, в качестве которых вы не уверены, особенно это относится к динамометрическому ключу
При соблюдении данных правил вы сможете успешно сделать затяжку момента ГБЦ, а также надежное герметичное соединение. Далее нужно поставить ГБЦ на блок. Перед этим следует удостовериться, что распредвалы и коленвал поставлены в ВМТ.
Процесс затяжки происходит в четыре круга:
- первый круг – этот момент начинаем с затягивания 20 Н*м;
- второй круг – делаем 69,4-85,7 Н*м;
- третий круг заключается в довороте болтов на 90 градусов;
- четвертый круг – тоже доворачиваем болты на 90 градусов.
Как видно, данная работа достаточно простая и не займет длительного времени. Делая ремонт своими руками, вы сэкономите немалую сумму, которую можно потратить на более нужные вещи.
Общий порядок работ
Затяжка головки блока хоть и имеет множество нюансов и особенностей, но общая технология операции – не сложная, важно лишь соблюдать условия. Общий алгоритм работ такой:
Общий алгоритм работ такой:
- Изучаем документацию (порядок затяжки и усилие);
- Подготавливаем инструмент;
- Осматриваем и протираем поверхности блока и головки, прочищаем крепежные отверстия (ветошью или сжатым воздухом);
- Укладываем прокладку;
- Садим на место головку блока (правильное размещение прокладки и головки обеспечивается направляющими втулками);
- Смазываем резьбу крепежных элементов;
- Устанавливаем последние в отверстия и затягиваем их от руки;
- Уточняем схему протяжки, количество подходов и усилие каждого из них, а также время перерывов между подходами (все это указывается в документации);
- Делаем первый подход, соблюдая порядок затяжки (для удобства можно маркером пометить болты согласно порядку). На фото ВАЗ 2103;
- Осуществляем все последующие подходы.
На некоторых автомобилях дополнительно требуется повторная дотяжка крепежей после определенного периода эксплуатации автомобиля. Эта информация обязательно указывается в технической документации.
Процесс и схема затяжки (на 16 клапанном авто)
16 клапанный двигатель автомобиля ВАЗ 2112
Но пока вы еще не начали процедуру затяжки штифтов головки блока цилиндров, нужно подчеркнуть, что у каждого мотора свой собственный момент и схема затяжки. Как вы могли догадаться, для каждого транспортного средства этот момент будет разным. Кроме того, на показатель момента напрямую влияют несколько факторов, и если вы приняли решение самостоятельно заняться этим процессом, то вам полезно будет узнать о них:
- На момент затяжки головки влияет смазывание отверстий для штифтов, а также их состояние, ну и, разумеется, качество непосредственно болтов. Чтобы момент был установлен правильно, и штифты, и отверстия для них должны быть смазаны, а для этого подойдет обычное моторное масло.
- Если резьба отверстия или сам штифт деформированы, то от процедуры натяжения лучше воздержаться. Так или иначе, но со временем это приведет негативным последствиям.
Занимались ли вы когда-нибудь затяжкой болтов ГБЦ?
Опрос
- Да
- Нет
Загрузка …
Необходимые инструменты
И, хотя данная процедура требует определенного подхода, ее подготовка много времени не займет. Суть в том, что непосредственно для затяжки штифтов головки большой набор инструментария не требуется. Единственное, что понадобится — это немного моторной жидкости и специальный динамометрический ключ.
Динамометрический ключ для выполнения работ на 16-клапанном двигателе
Если такого ключа у вас нет, то его нужно купить заранее или одолжить в автосервисе. Нужен именно такой инструмент, поскольку он позволяет определить именно момент натяжки. В настоящее время более бюджетный вариант данного инструмента стоит около 200-250 гривен (600-800 рублей).
Этапы
Если вы снимали головку блока 16-клапанного мотора ВАЗ 2112, то в первую очередь ее нужно установить на место.
- Перед непосредственным процессом затяжки штифтов головки блока 16-клапанного двигателя следует измерить их длину. Стандартная длина винта составляет 135.5 мм. Обязательно проверьте это. Если длина штифта отличается от вышеуказанной, то есть либо больше, либо меньше, то штифт нужно заменить новым.
- Возьмите моторную жидкость и нанесите ее на резьбу болта. Это можно сделать при помощи кисточки.
- После этого можно приступать к установке винтов на 16-клапанный двигатель. Сначала закрутите их руками, после чего используйте динамометрический ключ. Момент натяжения должен составлять 20 Нм + (69,4 — 85,7 Нм) + 90°+ 90°. То есть закрутите штифты, соблюдая показатели 20 Нм + (69,4 — 85,7 Нм) в соответствии с данными на динамометрическом ключе, после чего проверните каждый винт два раза на 90 градусов. Что касается порядка затяжки, то он следующий. Сначала необходимо затянуть два средних штифта начиная с нижнего. Затем по порядку следует затянуть два винта, которые находятся по бокам от нижнего штифта. После этого затягиваются винты, находящиеся по бокам от верхнего среднего штифта. А затем уже по порядку нужно закрутить болты, расположенные по углам головки блока цилиндров. Более подробно порядок затяжки момента указан на фото.
1. После установки ГБЦ на место смажьте резьбовую часть винтов моторным маслом.
2. Затем при помощи динамометрического ключа вам необходимо затянуть все болты ГБЦ…
3…соблюдая при этом порядок момента натяжения болтов.
Помните о том, что данный узел транспортного средства ВАЗ 2112 является одним из основных механизмов, определяющих работу двигателя. Поэтому к такому вопросу ремонта блока цилиндров следует подойти с особой внимательностью. Если вы не имеете опыта в проведении подобных работ, то дело лучше доверить квалифицированному профессионалу. Ведь очень часто неопытные автомобилисты пытаются сэкономить деньги на ремонте, что в результате приводит к еще более плачевным последствиям.
К примеру, если винты будут не дотянуты, то это чревато утечкой моторного масла и как следствие, появлением конденсата. А возникновение влаги в ДВС ни к чему хорошему не приведет. Если же винты будут перетянуты, то это может стать причиной появления трещин, а это вызовет необходимость ремонта агрегата.
Ремонт ГБЦ
Все гидрокомпенсаторы маркируем цифрами при помощи обыкновенного канцелярского штриха и убираем подальше. Вытащить их поможет обыкновенный магнит. Рассухариваем клапана и снимаем маслосъемные колпачки (сальники клапанов), клапана в металлолом, сальники в мусор. Вычищаем все каналы. Головку отвозим на шлифовку, на всякий случай. Промыв после шлифовки еще раз керосином и продув воздухом начинаем собирать.
Свежекупленные клапана расставляем в последовательности, в которой они будут стоять в ГБЦ и по очереди начинаем притирать. Стержень клапана смазываем чистым маслом, а на кромку наносим притирочную пасту.
Вставляем клапан на свое место и надеваем на стержень клапана приспособление для притирки клапанов. В магазинах продается приспособление для ручной притирки, но поскольку на дворе двадцать первый век механизируем процесс. Берем старый клапан и отрезаем от него стержень, на него подбираем резиновую трубку такого диаметра, что бы одевалась с натягом.
Такая же полоска должна появится на седле клапана.
Для шестнадцати клапанной головки все тоже самое только клапанов в два раза больше. После притирки все клапана и седла тщательно протираем и промываем керосином, чтобы удалить остатки притирочной пасты. Проверяем на герметичность. Закручиваем старые свечи и ставим все клапана на место. Наливаем керосин и ждем три минуты, если керосин не убежал все хорошо, в противном случае перетираем клапана на этом цилиндре.
Нам пришлось перетереть еще раз четыре клапана, после чего керосин перестал убегать.
Набиваем новые сальники клапанов.
Вставляем клапана на место и засухариваем. Перед этим стержни клапанов смазываем чистым маслом. Смазав чистым маслом ставим на место гидрокомпенсаторы и накрыв чистой тканью убираем головку с глаз долой. С ГБЦ закончили.





