Как выполняется хонингование цилиндров и что это такое
Содержание:
- Зеркало или хонингование цилиндров
- Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление
- Ремонт помимо расточки
- Особенности процесса
- Что автовладельцы говорят о хонинговании цилиндров
- Отличия выполнения хонингования на разных двигателях
- Что представляет собой хонингование
- Особенности технологического процесса
- Хонингованные трубы и штоки для гидроцилиндров
- Используемое оборудование
- Как сделать хонинговку
- Инструмент для обработки
- Что в итоге: зеркало или хон
Зеркало или хонингование цилиндров
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Рекомендуем
«Отказ цилиндра: причины и способы диагностики» Подробнее Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Ремонт помимо расточки
Расточка просто убирает царапины. Но этого мало. Стенки цилиндров должны быть ровными, но, кроме того, сам цилиндр должен быть идеально круглым. При расточке цилиндров, когда делают замеры и выбирают диаметр гильз ремкомплекта, оставляют так называемый «припуск» на хонинговку, не больше десятой доли миллиметра. Суть в том, что этот слой металла в цилиндре после расточки будет дефектным, и его нужно удалить, чтобы его остатки во время работы не спрессовались и не поцарапали стенки снова. Ведь тогда весь процесс капитального ремонта будет бессмысленным.
По сути, хонинговка является абразивной обработкой стенок цилиндра. Она так называется из-за инструмента для хонингования, который называется хоном или головкой. Такая головка вращается внутри цилиндра, одновременно с удалением дефектного слоя промывая стенки специальной жидкостью, чтобы избежать царапин и повреждений. Эта жидкость, как правило, либо чистый керосин, либо его смесь с машинным маслом. Станок для хонингования предполагает, что двигатель надёжно закреплён на станине (собственно, так же, как и станок по его расточке).
После хонинговки цилиндров кольца гарантированно сядут на них герметично, создав нужные условия для камер сгорания. Если же этого не сделать, настройки двигателя будут неверными, так как в камеру сгорания будет поступать неучтенный воздух. Такая ситуация приведёт к нештатной работе мотора, что сильно отразится на его ресурсе и сведёт на нет эффект от капитального ремонта.
Особенности процесса
В ремонтных мастерских хонингование делают поэтапно, в два основных захода и третий – дополнительный. Эти работы отличаются от заводской процедуры, но для стабилизации двигателя их достаточно. Проводят хонинговку цилиндров так:
- Обрабатывают детали крупноабразивным бруском. Это первичный этап, который подготовит деталь к финальным работам.
- Второй шаг – абразив с мелким зерном. Точная обработка приводит поверхность в нужное состояние.
- Применение абразивной пасты. Завершающий шаг, который устраняет микродефекты, сглаживает впадины и уголки. Паста делает хон в цилиндрах двигателя максимально ровным. Этап является дополнительным, т. к. это самая тонкая обработка, призванная улучшить результат основных работ, часто автослесари обходятся и без нее.
После завершения процедуры цилиндры очищают, чтобы избавиться от металлической стружки и остатков полировочных материалов.
Внимание!
Для обработки применяют разные бруски с абразивом, используют керамику и алмазные элементы. Керамический абразив надежнее алмазного, он служит дольше, потому такая полировка требует меньше денежных вложений.
Самостоятельный хонинг – сложная работа, но посильная для опытного слесаря. Чтобы не испортить цилиндр, мастер должен следить за четкостью рисок, их расположением. Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
В гаражных условиях хон в цилиндрах создают так: оборудование вставляют в патрон для дрели, обеспечив точность работ с помощью уровня и рейки подачи. Это исключит брак в процессе обработки. Во время нанесения сетки хона поверхность и сам он орошается смазкой – смесью машинного масла с керосином.
После процедуры стружку абразива и металлический мусор смывают с поверхности мыльным раствором. Деталь сушат и покрывают антикоррозийным маслом.
После самостоятельного хонингования потребуется подождать, пока цилиндр сработается с поршнем. В это время нельзя подвергать двигатель сильной нагрузке.
Что автовладельцы говорят о хонинговании цилиндров
-
Хонингование на старых двигателях
Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили.
Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
-
Незаводское хонингование
Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
-
Преимущество заводского хонингования
Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.
-
Равномерность износа хонингования
Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше.
-
Одинаковый хон или разный
Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Что представляет собой хонингование
Хонингование цилиндров – окончательная обработка поверхности. Для этого применяется соответствующий инструмент или оборудование. Производя ремонт двигателей, выполняется хонингование стали (металл, из которого состоит цилиндр).
Также необходимо отметить, что стенки цилиндра, которые сошли с автоконвейера идеально круглыми, с течением времени становятся овальными (имеет место эффект конусности), на них проявляется огромное количество изменений – проступают вмятины и царапины, накапливается ржавчина и иные микрочастицы. Все это деформирует устройство и значит это лишь одно – двигатель придется ремонтировать.
Производя капитальный ремонт автомобильного мотора, обыкновенно применяется расточка блока цилиндров – именно таким образом они практически полностью восстанавливают оригинальную круглую форму. Но вот для того, чтобы сохранить правильную форму на максимально долгий срок и достичь оптимальной шероховатости, также производится хонингование, которое, если сравнивать с традиционными операциями – притирка или полировка поверхности — подразумевает максимальную эффективность и точность.
Особенности технологического процесса
Хонингование – это термин, появившийся в технологии обработки металлов резанием, из Англии XVII века. При создании крупнокалиберного оружия возникла необходимость обрабатывать внутреннюю поверхность пушек. Короткий ствол (5-7 калибров) давал возможность разогнать ядро до скорости 340-360 м/с. Используя ствол, имеющий длину более 10-12 калибров, можно увеличить скорость до 450-480 м/с. Соответственно, дальность поражения цели увеличивается почти в два раза. Для морских сражений – это большое преимущество. Можно уничтожать корабли противника, не попадая под обстрел его пушек. Проблема обработать цилиндр внутри решалась с помощью hone (хонов – точильных брусков, honingангл. – точить).
Первые установки были горизонтального типа. В них бруски устанавливались неподвижно, а вращение передавалось стволу. Чугунное изделие весило около 500 кг, за пару часов работы получали поверхность, близкую к идеальной. Попутно подгоняли и ядро. Старались получать литейные шары с минимальным зазором.
Наибольшее распространение подобная операция получила с развитием паровых теплосиловых установок. Длинный рабочий цилиндр (9-14 калибров). В нем перемещается поршень. Движение происходит за счет подачи пара из парового котла.
Наружное хонингование нужно для деталей большой длины. Такие встречаются в ткацком производстве, где применяют кулисные механизмы. У них сложное возвратно-поступательное движение, преобразованное из вращательного. Камень, так называется деталь, движущаяся по цилиндрической поверхности, поступательно перемещается по кулисе. Полученное движение используется для движения челнока между нитями будущей ткани.
Принято различать:
- сухое хонингование, производимое без подвода смазывающих охлаждающих жидкостей (СОЖ);
- мокрое, выполняемое при подаче СОЖ в зону обработки.
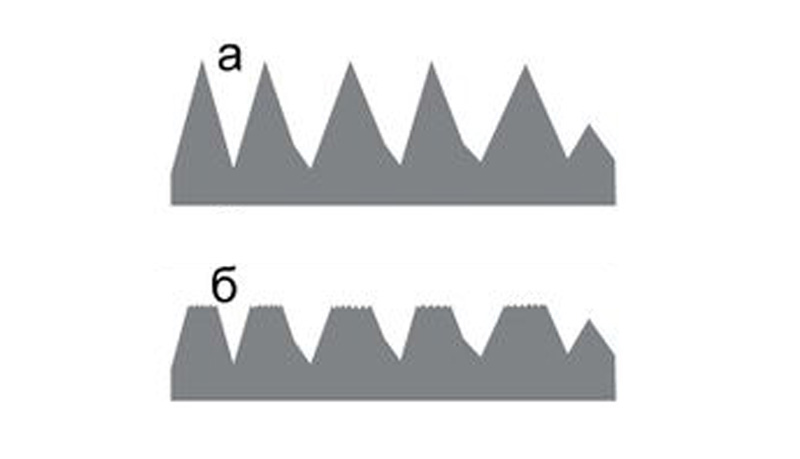
Результат хонингования поверхности: микронеровности до обработки (а); сглаженные микронеровности после точения (б)
Полностью выравнивание не происходит. Стачиваются только острые вершины. Снимаются доли миллиметра, но этого уже достаточно, чтобы детали при взаимном перемещении оказывали минимальное сопротивление.
В ДВС система смазки осуществляет принудительную подачу смазочных материалов. Они оседают в промежутках между вершинами. Например, в двигателе МеМЗ-968 (использовался в ЗАЗ-988М) зазор между поршнем и стенкой цилиндра составлял всего 0,062±0,004 мм. У современных автомобильных ДВС эта величина находится на уровне 0,032±0,0027 мм. Лучшее уплотнение позволяет более эффективно использовать давление газов в рабочем цилиндре.
Хонингованные трубы и штоки для гидроцилиндров
Штоки, гильзы и трубы – это основные и одни из важнейших компонентов гидроцилиндра. К штоку, равно как и к хонингованной трубе для производства применяются очень высокие требования, так как здесь важна точность размеров, почти полное отсутствие погрешностей и идеально ровная поверхность.
Хонингованные трубы для гидроцилиндров
Хонингованные трубы, цена которых в большинстве случаев зависит от конкретного изготовителя, могут использоваться как для непосредственного производства гидроцилиндров, так и для их ремонта. Купить хонингованные трубы из нержавейки – выгодное решение, так как они обладают следующими преимуществами:
- механической устойчивостью, прочностью и жесткостью;
- антикоррозийными характеристиками на наружных и внутренних поверхностях;
- стойкость к износу.
Купить штоки и хонингованные трубы по оптимальной цене
Хонингованные трубы и штоки для гидроцилиндров, предлагаемые в , соответствуют всем техническим требованиям государственных стандартов и сертификаций на современном оборудовании. Мы поставляем сварные и несварные, полнотелые и полые штоки различных диаметров для узлов любых назначений.
Мы сотрудничаем с любыми сферами и предлагаем купить штоки и хонингованные трубы на индивидуальных условиях, по различным требованиям и под ваши конкретные нужды.
Почему стоит сделать выбор в пользу сотрудничества с ?
- Мы выбираем только качественных поставщиков.
- Мы всегда четко соблюдаем сроки выполнения заказа независимо от его объема.
- Мы можем индивидуально подойти к вашему заказу и учесть все пожелания и требования.
Чтобы купить штоки и нержавеющие хонингованные трубы в и узнать цены, свяжитесь с нашими сотрудниками по телефону. Они помогут вам выбрать подходящие товары из каталога.
pro-gidravlika.ru
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Как сделать хонинговку
Несколько этапов включает в себя хонингование, а также расточка:
1. Поначалу необходимо сделать грязную обработку. Она совершается посредству абразивных и грубых материалов, для возобновления начальной конструкции.
2. Исключительно специально предназначенным абразивом делается расточка цилиндра. Благодаря брусу с алмазным или керамическим напылением можно произвести хонингование. Устанавливать брус необходимо на головке хонинговальной. Она возвращается и совершает круговые движение как вниз так и вверх. Владея данным устройством, вы будете при осуществлении хонингования делать все точно. Также не нужно забывать об абразивном материале, с ним можно легко убрать недостатки с поверхности. Присутствует также одно «но» возникает допустимый уровень шероховатости.
3. По завершению хонингования следует, тщательно убрать поверхность очищенного цилиндра от всяческого мусора.
4. Большинство мастеров благодаря специальной пасте вычищают поверхности.
Если у вас есть в наличии какой угодно абразивный материал, вы сможете без труда делать хонингование блока цилиндра. Приступая к работе с цилиндрами, применяйте бруски с разным напылением (алмаза или керамики). Такие абразивы, как керамические включают в себя такую особенность как снашиваться в короткие сроки, чего не скажешь об иных. Вот алмазные, берегут силу специалиста в период обработки, но после таких абразивов сохраняется на поверхности цилиндра много частичек металла. Дабы сделать очистку впадин, вам следует их промыть жидкостью с содержанием мыла.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
-
по способу крепления абразивного инструмента:
- жесткие;
- плавающие;
- по способу обеспечения размера:
- регулируемые;
- саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках
Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар
Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.





