Блок цилиндров двигателя
Содержание:
- Выберите ближайшую Вам автомастерскую Oem-zap:
- м. Алтуфьево
- м. Царицыно
- Ответы на частые вопросы клиентов
- Наши акции:
- Несколько слов о хонинговании
- Болтовое соединение головки блока цилиндров
- Конструкция детали: что входит в ГБЦ
- Особенности алюминиевого двигателя
- Почему нужно делать диагностику ГБЦ методом опрессовки
- При каких симптомах нужно задуматься об опрессовке ГБЦ
- Как производят опрессовку ГБЦ
- Ответы на частые вопросы клиентов
- м. Алтуфьево
- м. Царицыно
- Наши акции:
- Чугун или алюминий
- Процесс сварки
- История
- Для чего нужна расточка блока цилиндров?
- Технология сваривания
- Техобслуживание и диагностика ГБЦ
- Неисправности и ремонт блока цилиндров[29]
- Ремонт клапанных седел
Выберите ближайшую Вам автомастерскую Oem-zap:
м. Алтуфьево
Адрес: г. Москва,
ул. Дубнинская, д. 50 Б, стр. 1График работы: с 9 до 20 без выходных.Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
м. Царицыно
Адрес: г. Москва,
ул. Севанская ул., д. 62График работы:с 9 до 20 без выходных Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
Ответы на частые вопросы клиентов
Стоимость ремонта в Oem-zap меньше, чем у дилеров?? Да, на 5-15% минимум. Сохраняется ли официальная гарантия при ремонте у Вас? ? Да, сохраняется. Вы используете оригинальные запчасти или аналоги? ? Мы используем оба варианта, исходя из ситуации и потребностей клиента. Сможете ли вы сделать ремонт моей машины … ? ? Конечно, сможем, если это модель корейской марки.
Наши акции:
Мойка радиатора скидка 10%
Антибактериальная обработка кондиционера скидка 30%
Ремонт агрегатов в регионах скидка 50%
Несколько слов о хонинговании
Некоторые владельцы авто, разбирающиеся в свойствах металла, после расточки и шлифовки выполняют хонингование внутренней поверхности. Этот вид обработки включает прохождение по внутренней поверхности цилиндров специальным роликом, который уплотняет поверхность и оставляет сетчатый след. Благодаря такой обработке повышается механическая износостойкость металла, а соответственно – увеличивается ресурс мотора.
Современные мастерские предлагают в качестве ремонтных услуг такие методики обработки, как дохонингование, платохонингование, которые выравнивают профиль существующей сетки, что влечёт за собой уменьшение периода обкатки.
Такие работы, как расточка, шлифовка и хонингование требуют квалифицированного подхода, а также использования профессионального оборудования. Поэтому, если возникает потребность в проведении этих работ, нужно обращаться только в специализированные мастерские, а не пытаться самостоятельно увеличить размер цилиндров, а затем шлифовать их, используя нестандартные методы обработки.
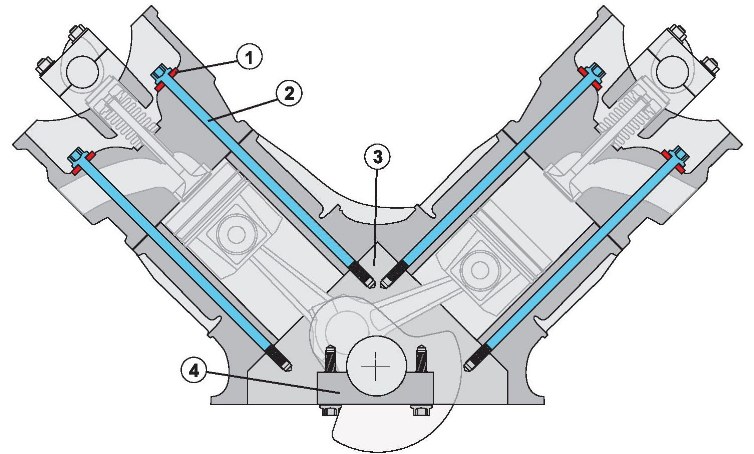
Болтовое соединение головки блока цилиндров

1. Усилие болта болтов крепления головки блока цилиндров /2. Уплотняющее усилие между головкой блока цилиндров и её уплотнением / 3. Деформация цилиндра (представлено очень утрированно) / 4. Находящаяся вверху резьба болта /5. Глубоко лежащая резьба болта
Для того, чтобы деформацию цилиндра при монтаже головки блока цилиндров поддерживать по возможности малой, бобышки под болты — утолщения для резьбовых отверстий болтов крепления головки блока цилиндров — связаны с наружной стенкой цилиндра. Прямой контакт со стенкой цилиндра вызвал бы несравненно большие деформации при затяжке болтов. Дальнейшие улучшения даёт также глубоко лежащая резьба. На изображениях 1 и 2 показаны различия деформаций цилиндров, получающиеся при находящейся вверху и глубоко лежащей резьбе болта.
Дальнейшие возможности — в применении заливаемых стальных гаек вместо обычных резьбовых отверстий, с целью избежать проблем перекоса и прочности (особенно у дизельных двигателей прямого впрыска). У некоторых конструкций применяются длинные стяжные болты,практически провёрнутые через плиту блока цилиндров (изобр. 3) или прямо соединённые с опорой подшипников (изобр. 4).
1. Подкладная шайба
2. Болт крепления головки блока цилиндров
3. Стальная резьбовая вставка
4. Стяжной болт
5. Крышка коренных подшипников
|
Изображение 3 |
Изображение 4
1. Подкладная шайба
2. Стяжной болт
3. Опора подшипников
4. Крышка коренных подшипников
Конструкция детали: что входит в ГБЦ
Поподробнее рассмотрим, из чего состоит ГБЦ.
Первоначально детали головки изготавливались из чугуна. Выбор материала был обусловлен высокой вибронагруженностью и температурным режимом работы двигателя. Чугун обладает высокой механической прочностью и термоустойчивостью. Он не подвержен деформациям и короблению при нагревании. Основной недостаток чугуна – большой удельный вес. Современное материаловедение позволяет использовать сплавы из легких металлов (например, из алюминия), которые отвечают всем вышеперечисленным характеристикам, но обладают меньшей массой.
Герметизация плоскости разъема блока и головки цилиндров осуществляется посредством специальной прокладки. Это сложная деталь, в основу которой входит армированный асбест. Она должна повторять все контуры и каналы головки и при этом выдерживать высокое давление и температуру. Во время крепления болтов головки блока цилиндров необходимо соблюдать заданное усилие и последовательность затяжки. Обычно она осуществляется в несколько этапов и деформирует прокладку в определенных местах.
Что входит в состав ГБЦ?
- Прокладка создает герметичное соединение и функционирование систем охлаждения и смазки.
- ГРМ – это газораспределительный механизм, включающий в себя цепь (ремень), связывающую коленвал и распредвал, собственно распределительный вал и клапаны с пружинным механизмом.
- Корпус головки блока цилиндров называется картером. В нем расположены все детали и механизмы.
- Резьбовые отверстия для монтажа свечей системы зажигания и форсунок для впрыска топлива.
- Камера сгорания, в которой происходит рабочий процесс воспламенения горючей смеси, обеспечивающий работу двигателя.
- Цепь или ремень ГРМ.
- Привалочные плоскости с отверстиями для крепления впускного трубопровода и выпускного коллектора вместе с датчиками и патрубками системы охлаждения.
Клапаны впуска и выпуска расположены вдоль постели распредвала. При использовании двух клапанов на цилиндр они расположены в один ряд. При использовании четырехклапанной конструкции (два впускных и два выпускных на цилиндр) они располагаются в два параллельных ряда. Ось клапанов имеет отклонение от перпендикуляра к плоскости разъема головки и блока цилиндров, как правило, в 20 градусов.
В передней части головки находится пространство для звездочки газораспределительного механизма цепи (или ремня) и ее успокоителя. Они приводят в движение распредвал. Камеры сгорания расположены над цилиндрами и имеют немного меньший диаметр, чем поршни. Благодаря такому несоответствию на границе блока цилиндров и ГБЦ создается завихрение топливной смеси в конце такта сжатия. Это благоприятствует воспламенению горючего и увеличению мощности двигателя.
Слева по направлению движения автомобиля расположены входные отверстия для монтажа свечей зажигания и форсунок подачи топлива. Они вкручиваются по резьбе и участвуют в процессе работы двигателя. На противоположной стороне находятся площадки для подсоединения впускного и выпускного трубопроводов. Также сюда подходят патрубки, подводящие охлаждающую жидкость к ГБЦ.
Сверху головка блока цилиндров имеет сложную конфигурацию, обеспечивающую расположение элементов газораспределительного механизма. Вдоль центральной оси идут площадки для монтажа вкладышей распредвала. В них помещается сам распредвал и сверху фиксируется крышками с ответными полукольцами подшипников скольжения. В специальные отверстия под распредвалом запрессовываются направляющие втулки клапанов. Над ними крепятся шайбы сложной формы, в которые устанавливаются пружины, удерживающие клапан в поднятом состоянии. Сверху ГБЦ надевается металлическая или силуминовая крышка, закрывающая механизмы.
Из чего еще состоит ГБЦ? В головке блока цилиндров имеются неподвижные элементы, такие как:
- седла клапанов, обеспечивающие герметичность впускных и выпускных клапанов в закрытом состоянии;
- направляющие клапанов, задающие вектор их перемещения.
Седла и направляющие запрессовываются с натягом в ГБЦ. В домашних условиях выполнить такую работу очень сложно. Требуется сильный нагрев головки блока цилиндров и глубокое охлаждение ответных деталей перед процессом монтажа. Долгая запрессовка может привести к выравниванию температур и заклиниванию направляющей или клапана. Кроме того, головки из алюминиевого сплава подвержены деформации при нагревании, поэтому перегрев может стать для них фатальным. Для выполнения этой операции лучше обратиться в специализированную мастерскую.
Особенности алюминиевого двигателя
Алюминиевые сплавы значительно мягче чугуна, поэтому для придания блоку необходимой жёсткости, его несущие стенки делают более толстыми, добавляют для жёсткости ребристую систему. Алюминий обладает более высоким коэффициентом температурного расширения, это требует более строгого контроля за зазорами между деталями двигателя. С целью снижения веса, в современных автомобилях поршни часто изготавливаются из алюминиевых сплавов, а поверхность цилиндров из других металлов.

Для усиления износостойкости стенок цилиндров применяют специальные технологии, позволяющие в процессе отливки блока цилиндров повысить в поверхностном слое процентное содержание кремния, удаляя при этом с помощью химических реакций алюминий. Это позволяет в разы увеличить уровень износостойкости стенок цилиндров сравнительно с изделиями, изготовленными из чугуна.
Чтобы снизить коэффициент трения, которое возникает между алюминиевым блоком и поршнями, последние покрывают тонким слоем железа.

Почему нужно делать диагностику ГБЦ методом опрессовки
Опрессовка головки блока цилиндров является неотъемлемой частью качественного капитального ремонта двигателя. Она позволяет выявить неисправности системы охлаждения двигателя, скрытые дефекты ГБЦ, такие, как трещины, свищи или пористость металла и отталкиваясь от обнаруженных дефектов можно сделать выводы о целесообразности дальнейшего ремонта головки блока цилиндров.
Читать далее
При каких симптомах нужно задуматься об опрессовке ГБЦ
Даже будучи не специалистом в автоделе можно по первичным признакам догадаться о неисправности системы охлаждения двигателя, которая может быть связана с выходом из строя головки блока цилиндров. Такими признаками являются:
- Постоянное снижение уровня охлаждающей жидкости в расширительном бачке системы охлаждения двигателя. При этом нет никаких видимых подтеков и следов на месте парковки.
- Характерный белый налет как на масляном щупе, так и в расширительном бачке. Это происходит из-за смешивания масла двигателя с охлаждающей жидкостью, образуя эмульсию.
- Белый дым из выхлопной трубы со сладковатым запахом, так же свидетельствует о неисправности в системе охлаждения. В большей мере проявляется при нагреве выхлопной системы.
При выявлении любого из этих признаков, специалисты Oem-zap рекомендуют незамедлительно обратится в технический центр для более подробной диагностики системы охлаждения и для проверки ГБЦ на герметичность. И как показывает практика, основанная на многолетнем опыте работ, простой осмотр деталей может не выявить неисправности, поэтому и необходимо производить опрессовку ГБЦ со снятием ее с двигателя.
Как производят опрессовку ГБЦ
Опрессовку головки блока цилиндров производят на специальном стенде, оснащенным всем необходимым оборудованием, которое включает в себя:
- большую ванну с крышкой;
- нагревательные элементы, которые позволяют нагревать ГБЦ почти до рабочей температуры;
- подъемным и поворотным механизмом плиты, к которой крепится ГБЦ
- панель управления с датчиками температуры и давления.
Снятую с двигателя головку блока цилиндров моют от всех загрязнений, потом закрепляют на поворотном столе, предварительно заглушив все каналы системы охлаждения резиновыми заглушками, которые прижимаются плексигласовой пластиной (толстое оргстекло) для лучшей видимости утечек. Погружают в заранее подогретую до 60-70 градусов ванну с водой и оставляют на 30-40 минут, чтобы головка блока цилиндров нагрелась, это обязательное условия для более правильной диагностики, т.к. при нагреве детали трещины расширяются и воздуху, подающему под высоким давлением (до 6 атмосфер), легче пройти через микротрещины, которые могут не проявляться на холодной детали.
По результату проведенной опрессовки ГБЦ можно сделать выводы о целесообразности дальнейшего ремонта головки блока цилиндров. Если пузырьки воздуха при созданных условиях не проявились, значит ГБЦ не имеет существенных трещин и ее ремонт целесообразен, а если пузырьки воздуха проявились, то, в большей степени, дальнейший ремонт ГБЦ не целесообразен и ее придется заменить.
Специалисты Oem-zap не рекомендуют производить самостоятельно опрессовку ГБЦ в домашних условиях, т.к. результаты таких проверок не всегда верны из-за невозможности создания идеальных рабочих условий, которые создаются температурой и высоким давлением. Всегда есть возможность привести свою ГБЦ в наш технический центр, наши специалисты проверят ее по полному технологическому процессу и предложат дальнейшую шлифовку привалочной плоскости ГБЦ, если она пройдет тест опрессовки.
Ответы на частые вопросы клиентов
Стоимость ремонта в Oem-zap меньше, чем у дилеров?? Да, на 5-15% минимум. Сохраняется ли официальная гарантия при ремонте у Вас? ? Да, сохраняется. Вы используете оригинальные запчасти или аналоги? ? Мы используем оба варианта, исходя из ситуации и потребностей клиента. Сможете ли вы сделать ремонт моей машины … ? ? Конечно, сможем, если это модель корейской марки.
м. Алтуфьево
Адрес: г. Москва,
ул. Дубнинская, д. 50 Б, стр. 1График работы: с 9 до 20 без выходных.Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
м. Царицыно
Адрес: г. Москва,
ул. Севанская ул., д. 62График работы:с 9 до 20 без выходных Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
Наши акции:
Мойка радиатора скидка 10%
Антибактериальная обработка кондиционера скидка 30%
Ремонт агрегатов в регионах скидка 50%
Чугун или алюминий
И все-таки, какой казан лучше выбрать, алюминиевый или чугунный? Кроме вышеперечисленных достоинств и недостатков у обоих вариантов есть и другие показатели. Алюминиевый казан более легкий и, соответственно, мобильный. Такую посуду делают из сплавов легких металлов.
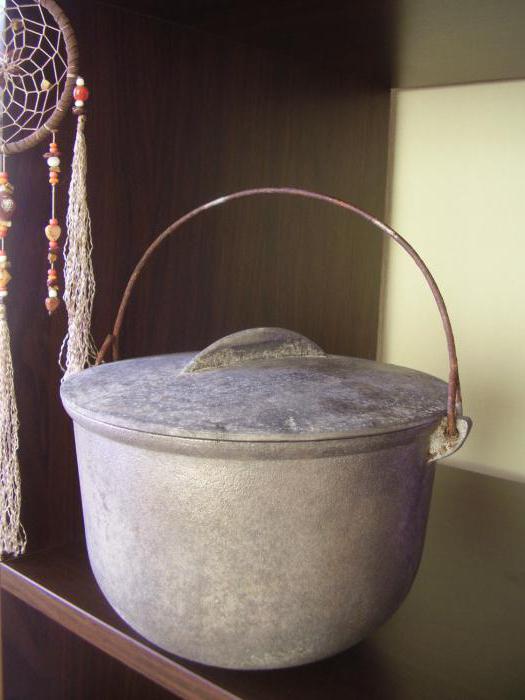
Если вы берете казан небольшого объема для приготовления пищи на газовой или электрической плите, то лучше отдать предпочтение алюминию. Но если вы планируете готовить кулинарные шедевры на природе или мангале довольно часто, то лучше выбирать чугунный казан. При хорошем уходе такая посуда прослужит не один десяток лет. Чугун тяжелый, но имеет лучшие показатели теплоемкости.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
История
После появления поршневых двигателей, в целях улучшения равномерности и массогабаритных показателей, увеличения КПД (искровые) и снижения вибрации, были созданы многоцилиндровые конструкции. На ранних двигателях, ввиду технологических трудностей, картер кривошипного механизма присоединялся на болтах, часто были отдельными цилиндры, рубашки охлаждения, водяные и масляные трубки.
По мере развития технологий литья и станочной обработки (то есть, уменьшения вероятности брака столь сложной детали) блок цилиндров объединил в себе часть картера и все цилиндры. Это уменьшило количество деталей, их суммарный вес, и увеличило жёсткость (что позволяет, например, форсировать двигатели по наддуву). Сейчас такие названия как «блок двигателя», «блок цилиндров», «блок» можно услышать в сервисе или среди водителей, и все они относятся именно к этой единой детали. Блок-картером является деталь, объединяющую в себе блок и все стенки картера (часто это туннельный блок-картер), но и её обычно называют так же.
Однако трудности транспортного характера всё ещё вынуждают изготавливать крупноразмерные судовые двигатели с отдельным картером, отдельными цилиндрами, отдельными головками. Судовые дизели столь велики, что перевозятся по железной дороге частями и монтируются краном на месте. Из эксплуатационных соображений их блоки и картеры имеют многочисленные люки для обслуживания и проверки, и даже головки цилиндров могут иметь отъёмные клапаны с сёдлами.
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
Место шва до блеска зачищается, обезжиривается.
С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева.
Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины.
Шов формируется небольшими участками, длиной до 15 см за проход.
Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно
При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки.
Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.. Когда на блоке двигателя обнаружен дефект, не торопитесь его менять
Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя
Когда на блоке двигателя обнаружен дефект, не торопитесь его менять. Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя.
Техобслуживание и диагностика ГБЦ
Соблюдение температурного режима и своевременное проведение сервисных регламентных мероприятий обеспечит бесперебойную работу головки блока цилиндров на протяжении всего срока службы двигателя. Основные операции по обслуживанию головки блока цилиндров связаны с газораспределительным механизмом, подверженным наибольшим механическим и тепловым нагрузкам.
Следует упомянуть о:
нормальном функционировании клапанов;
контроле эластичности сальников клапана;
сальниках шкивов распредвала;
и, самое важное, целостности прокладки ГБЦ.
Повреждения прокладки головки блока цилиндров – самая распространенная неисправность. Она может прогореть, и тогда в ней появляются каналы, по которым жидкости и газы начинают перемешиваться. Например, охлаждающая жидкость может попадать в камеру сгорания.
Диагностировать такую неисправность можно по беловатому цвету выхлопных газов. Если есть сомнения, то надо выкрутить свечи зажигания и внимательно их рассмотреть. Одна из них (в том цилиндре, где появилась течь) будет отличаться цветом и состоянием электродов от остальных.
Еще бывает, что масло попадает в антифриз. При этом последний теряет свои свойства, и мотор начинает перегреваться. Охлаждающая жидкость бурлит, меняет цвет, начинает выдавливаться через пробку расширительного бачка или радиатора. Если же тосол попадает в масло, то оно пенится, на поверхности образуется эмульсия, при этом смазывающие свойства значительно ухудшаются.
Ранняя диагностика и ремонт в начале проявления неисправности существенно продлят жизнь головке блока цилиндров
После ремонта особое внимание обратите на порядок и момент затяжки болтов ГБЦ. Подробно процесс описан в руководстве по ремонту.
В некоторых случаях ремонт возможен только после демонтажа головки. Рассмотрим их подробнее:
- расточка и хонингование цилиндров;
- замена направляющих втулок клапанов и их седел;
- замена клапанов или притирка рабочих фасок к седлам;
- проточка или шлифовка седел;
- проточка привалочных плоскостей ГБЦ;
- замена пробитой прокладки ГБЦ;
- заваривание микротрещин и дефектов в корпусе головки блока цилиндров.
Большинство ремонтных работ, связанных с головкой блока цилиндров, требует высокой квалификации мастера и специализированного инструмента. Поэтому тщательно взвесьте все за и против, прежде чем самостоятельно браться за сложные операции.
В некоторых случаях ошибка может стать фатальной, и придется покупать новую ГБЦ. Самая трудоемкая операция связана с демонтажем изношенных направляющих втулок и запрессовкой новых.
Перед выполнением операции головка должна быть нагрета до определенной температуры. Превышение температурного порога чревато ее короблением и выходом из строя. Особенно это касается силуминовых ГБЦ.
Направляющие втулки, наоборот, должны быть глубоко охлаждены. Тепловая деформация металла позволяет смонтировать их в посадочные места, а после выравнивания температур появляется требуемый натяг детали.
Гораздо проще выполнить операцию замены втулок (подшипников скольжения) шкива маслонасоса. По крайней мере, здесь не надо создавать специальный температурный режим сопрягаемых деталей.
Неисправности и ремонт блока цилиндров[29]
При нормальной эксплуатации наблюдается постепенный износ поверхности цилиндров. Если блок цилиндров не имеет сменных гильз, то по достижении предельного размера он подлежит расточке до следующего ремонтного размера, с установкой соответствующей поршневой. Можно на значительное время отодвинуть расточку установкой колец следующего ремонта с их подгонкой, но придётся смириться со стуком холодных поршней, и несколько повышенным расходом масла. Если же блок имеет сменные гильзы, то они подлежат замене с кольцами и (обычно) с поршнями.
Важное: при установке колец в не расточенный блок нужно выставлять зазор в замке не в верхней части, где износ больше, а в нижней. Проверять в неизношенном верхнем пояске необходимости нет, так как кольца его не достигают
Всё же полезно очистить этот поясок от нагара «нулёвкой» для облегчения монтажа колец.
Все остальные неисправности блока цилиндров вызваны неправильной эксплуатацией, либо заводским браком. При размораживании блока его рубашка снаружи трескается, и подлежит заварке аргоном (алюминиевый сплав), запайке латунью или заклейке эпоксидным клеем (чугунный блок). Возникшие трещины в неответственных местах могут завариваться (чугун — электродом с чёрным маркером, алюминий — сваркой аргоном), корродированные места под гильзы могут наплавляться и протачиваться.
Заводской брак может иметь две причины: конструкторские ошибки, приводящие к систематическим разрушениям (трещины) в большом проценте блоков, и брак на конвейере. Например, после отливки (но перед механической обработкой) заготовка должна пройти естественную или искусственную релаксацию напряжений. Когда в связи с реформами на АвтоВАЗ складской цикл хранения сократили, пошёл массовый брак (коробление) блоков после мехобработки. Поэтому пришлось вводить выдержку отливок при температуре для релаксации напряжений. Возможны такие виды брака как негерметичность рубашки (трещины, свищи), выходы дефектов на поверхность цилиндра, отклонения размеров, коробление. В части случаев такой заводской брак устраним.
В случае утери крышки коренных подшипников может возникнуть необходимость расточки постелей — после просаживания крышек на необходимую величину 2-4 мм и тщательного базирования постели растачивают борштангой напроход.
В случае вырыва шпильки с резьбой из блока — высверливают обломыш (если он остался), затем нарезают увеличенную резьбу, и ввёртывают ремонтную шпильку. Такие неприятности чаще всего случаются в алюминиевых блоках.
В случае повреждения газового стыка в блоке с сухой гильзой, поверхность шлифуют до устранения дефекта. При этом нужно контролировать выступание поршней над плоскостью при сборке — при превышении нормы поршни придётся подточить в размер, во избежание соударения с головкой.
Ввиду разнообразия конструкций блоков, следует в общем случае полагаться на инструкцию по ремонту соответствующего двигателя.
Ремонт клапанных седел
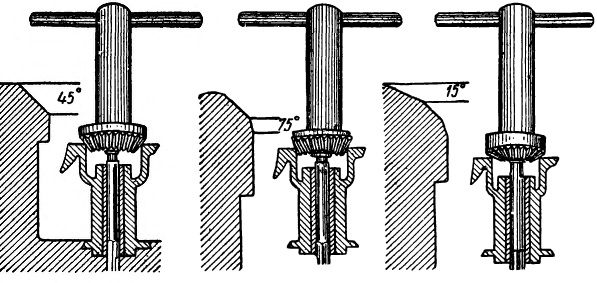
Небольшой износ клапанного седла устраняют притиркой к нему клапана. При значительном износе клапанное седло фрезеруют конусными фрезами, вначале черновой фрезой с углом 45° (седло выпускного клапана двигателя ЗИС-120 фрезеруют фрезой с углом 30°), затем фрезой с углом 75° (снимают нижнюю фаску) и, наконец, фрезой с углом 15° (снимают верхнюю фаску). После этого седло окончательно обрабатывают чистовой фрезой с углом 45°.
Фрезерование можно производить только в том случае, если направляющие втулки клапанов мало изношены или они новые и обеспечивают плотную посадку стержня фрезы. При фрезеровании не следует снимать излишний слой металла, чтобы не уменьшить срок службы седла.
После фрезерования седло шлифуют конусным камнем при помощи электродрели и притирают клапан. При большом износе седла или после неоднократного фрезерования, когда верхняя кромка головки клапана опускается ниже кромки седла на 0,5 мм, гнездо растачивают на сверлильном станке торцевой фрезой и впрессовывают в него чугунное кольцо с натягом 0,12—0,2 мм, которое затем обрабатывают коническими фрезами в последовательности, указанной выше. Если же в блоке предусмотрена установка сменных седел, то изношенное седло заменяют новым ремонтного размера.
Для замены седла клапана необходимо:
- Выпрессовать изношенное седло из блока, пользуясь специальным съемником; съемник установить в седло так, чтобы его рычажки были ниже кольцевого пояска седла; затем подвернуть винт разжимного конуса и натяжной гайкой выпрессовать седло.
- Расточить гнездо в блоке торцевой фрезой, учитывая посадку седла с натягом 0,12—0,2 мм.
- Запрессовать новое седло и расчеканить его края оправкой.
- Прошлифовать седло и притереть к нему клапан.
Заводы выпускают седла ремонтных размеров с наружным диаметром, увеличенным на 0,05 и 0,25 мм для двигателей ГАЗ-51 и М-20 «Победа» и на 0,5 мм — для двигателя автомобиля «Москвич».





